
РУЛЕВОЕ УПРАВЛЕНИЕ
| Деталь | Резьба | Момент затяжки, Н.м (кгс.м) |
|---|---|---|
| Гайка крепления картера рулевого механизма | М8 | 15–18,6 (1,53–1,9) |
| Гайка крепления кронштейна вала рулевого управления | М8 | 15–18,6 (1,53–1,9) |
| Болт крепления кронштейна вала рулевого управления | М6 | Завернуть до отрыва головки |
| Болт крепления вала рулевого управления к шестерне | М8 | 22,5–27,4 (2,3–2,8) |
| Гайка крепления рулевого колеса | М16х1,5 | 31,4–51 (3,2–5,2) |
| Контргайка тяги рулевого привода | М18х1,5 | 121–149,4 (12,3–15,2) |
| Гайка крепления шарового пальца тяги | М12х1,25 | 27,05–33,42 (2,76–3,41) |
| Болт крепления тяги рулевого привода к рейке | М10х1,25 | 70–86 (7,13–8,6) |
| Гайка подшипника шестерни рулевого механизма | М38х1,5 | 45–55 (4,6–5,6) |
Видео.
Без динамометрического ключа в ремонте двигателя делать нечего! Моменты затяжки при ремонте Honda Civic, очень важны. Инженеры Honda вычислили для каждого болта и гайки в автомобиле свой момент. Затягивать от руки до характерного хруста не нужно. Во первых вы можете сломать какой нибудь болт, и доставать его будет крайне сложно. Во вторых перекошенная ГБЦ явно будет пропускать масло и охлаждающую жидкость. В Honda Civic, как и любой другой машине, используются разные моменты затяжки, от 10 Нм до 182нм и даже больше, болт шкива коленвала. Советую приобрести мощный динамометрический ключ, мощный и хороший, с щелчком по достижению момента
, не берите стрелочный. И последние, все соединения которые находятся в составе одного элемента (диск, ГБЦ, крышки) затягиваются в несколько этапов от центра наружу и зигзагом. Итак по порядку, все описываю в Нм (Nm). Не забудьте немного смазать резьбу маслом или медной смазкой.
Данные моменты подходят для всей D Серии D14,D15,D16
. Не проверял D17 и D15 7 поколения.
| Болты крепления крышки ГБЦ | 10 Нм |
| Болты постели ГБЦ 8мм | 20 Нм |
| Болты постели ГБЦ 6мм | 12 Нм |
| Гайки крышки шатуна | 32 Нм |
| Болт шкива распредвала | 37 Нм |
| Болт шкива коленвала | 182 Нм |
| Болты крышки постели коленвала D16 | 51 Нм |
| Болты крышки постели коленвала D14, D15 | 44 Нм |
| Болты и гайки крепления масляного заборника | 11 Нм |
| Болты крепления масляного насоса | 11 Нм |
| Болта крепления платы привода (AT) | 74 Нм |
| Болта крепления маховика (MT) | 118 Нм |
| Болты крепления масляного поддона | 12 Нм |
| Болты крышки заднего сальника коленвала | 11 Нм |
| Датчик крепления помпы ОЖ | 12 Нм |
| Болт крепления скобы генератора (от помпы к ген) | 44 Нм |
| болт ролика натяжителя ГРМ | 44 Нм |
| Болт датчика CKF | 12 Нм |
| Болты крепления пластиковых кожухов ГРМ | 10 Нм |
| Крепление датчика VTEC к ГБЦ | 12 Нм |
| Болт масляного поддона (широкая прокладка), пробка | 44 Нм |
Моменты затяжки болтов ГБЦ
На более ранних версиях, было всего два этапа, позже уже 4
Важно. Желательно, протягивать болты да и вообще работать с резьбовыми соединениями при температуре не ниже 20 градусов тепла
Не забывайте что нужно вычищать от любой жидкости и грязи резьбовые соединения.Так-же, желательно после каждого этапа подождать 20 минут для снятия «напряжения» металла. P.S. В разных источниках даются разные цифры, например 64, 65, 66 НМ. Даже в оригинальном справочники для разных регионов, пишу сюда средние или максимально знакомые
Желательно, протягивать болты да и вообще работать с резьбовыми соединениями при температуре не ниже 20 градусов тепла. Не забывайте что нужно вычищать от любой жидкости и грязи резьбовые соединения.Так-же, желательно после каждого этапа подождать 20 минут для снятия «напряжения» металла. P.S. В разных источниках даются разные цифры, например 64, 65, 66 НМ. Даже в оригинальном справочники для разных регионов, пишу сюда средние или максимально знакомые.
- D14A3, D14A4, D14Z1, D14Z2, D14A7 — 20 Нм, 49 Нм, 67 Нм. Контрольный 67
- D15Z1 — 30 Нм, 76 Нм Контрольный 76
- D15Z4, D15Z5, D15Z6, D15Z7, D15B (3Stage) — 20 Нм, 49 Нм, 67 Нм. Контрольный 67
- D16Y7, D16y5, D16Y8, D16B6 — 20 Нм, 49 Нм, 67 Нм. Контрольный 67
- D16Z6 — 30 Нм, 76 Нм Контрольный 76
- Контргайка настройки зазоров клапанов d16y5, d16y8 — 20
- Контргайка настройки зазоров клапанов D16y7 — 18
- Банджо болт топливного шланга d16y5, d16y8 — 33
- Банджо болт топливного шланга D16y7 — 37
Другие моменты затяжки
- Гайки на дисках 4х100 — 104 Нм
- Свечи зажигания 25
- Ступичная гайка — 181 Нм
Узнай что то новое
Данная статья актуальна для автомобилей Honda выпуска 1992-2000 годов, таких как Civic EJ9, Civic EK3, CIVIC EK2, CIVIC EK4 (частично). Информация будет актуальна для владельцев Honda Integra в кузовах DB6, DC1, с моторами ZC, D15B, D16A.
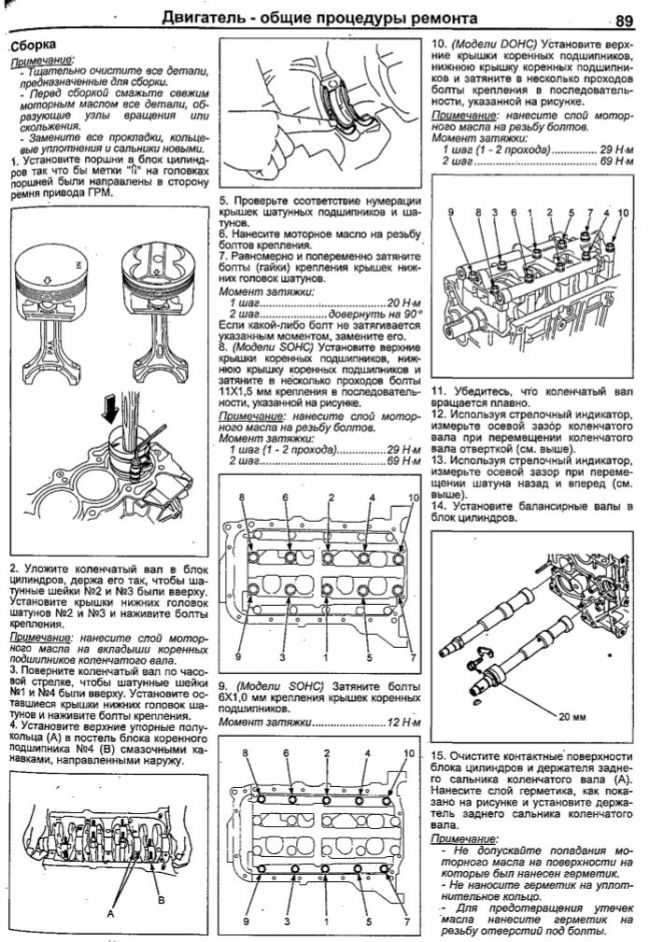
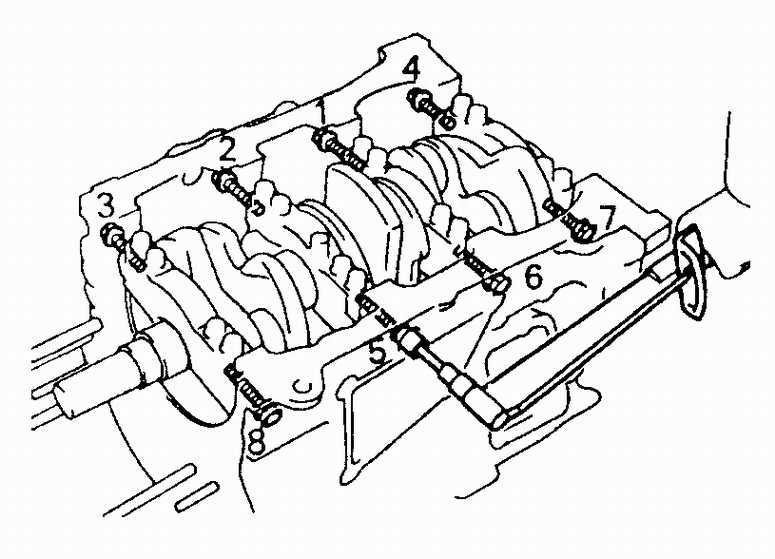
Снятие головки цилиндров
Снимите выпускную трубу в сборе с искрогасителем и фильтр грубой очистки воздуха. Отъедините провода от соединительных панелей, закрепленных на кожухе вентилятора, освободите их от фиксирующих кронштейнов и выньте из колпака крышки головки цилиндров. Переместите отъединенные провода к кабине. Ослабьте крепление соединительной втулки рулевого управления и переместите втулку в сторону заднего рулевого вала. Снимите передний рулевой вал. Снимите провод датчика температуры воды, топливные трубки, фильтр тонкой очистки топлива, воздухоочиститель с кронштейном, воздухоподводящую трубку, выпускной коллектор, переходный патрубок, водоотводящую трубу с патрубком, впускной коллектор, корпус термостата, колпак и крышку головки цилиндров, механизм коромысел и штанги толкателей. Отъедините патрубок головки цилиндров и трубку маслопровода. Отъедините и снимите форсунки. Снимите головку цилиндров с прокладкой.
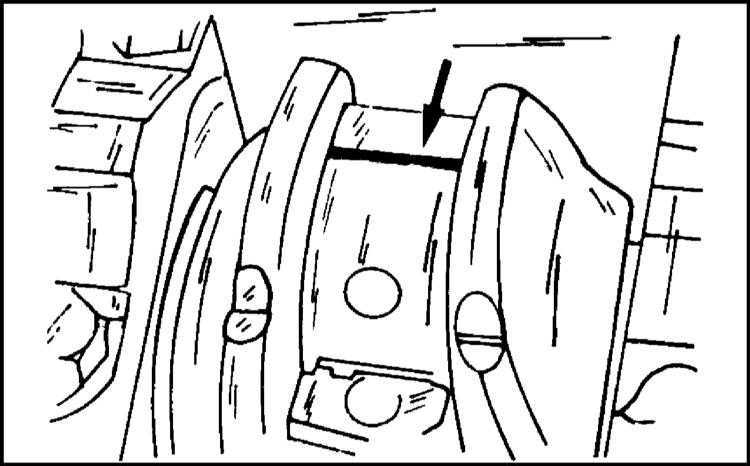
Необходимость замены головки цилиндров в сборе определяют после ее снятия. Замену производят при наличии трещин (прежде всего около отверстий водяной рубашки и между клапанными седлами); при короблении нижней плоскости более 0,2 мм (см. рис. 1), замеренный металлической проверочной линейкой и щупом; при утопании клапанов более 3 мм, замеренный штангенглубиномером (см. рис. 2) или щупом (см. рис. 3) относительно плоскости головки. Допустимое значение утопания клапанов — 1,8 мм. При утопании клапанов свыше 3,5 мм необходимо заменить головку цилиндров в сборе.
![]()
Рис. 1. Проверка плоскости прилегания поверхности головки цилиндров на коробление. 1 – проверочная линейка; 2 – щуп.
![]()
Рис. 2. Замер утопания клапанов с помощью штангенглубиномера.
![]()
Рис. 3. Замер утопания клапанов относительно плоскости головки с помощью щупа.
ПЕРЕДНЯЯ ПОДВЕСКА
| Деталь | Резьба | Момент затяжки, Н.м (кгс.м) |
| Гайка крепления верхней опоры к кузову | М8 | 19,6–24,2 (2–2,47) |
| Гайка крепления шарового пальца к рычагу | М12х1,25 | 66,6–82,3 (6,8–8,4) |
| Гайка эксцентрикового болта крепления телескопической стойки к поворотному кулаку | М12х1,25 | 77,5–96,1 (7,9–9,8) |
| Болт крепления телескопической стойки к поворотному кулаку | М12х1,25 | 77,5–96,1 (7,9–9,8) |
| Болт и гайка крепления рычага подвески к кузову | М12х1,25 | 77,5–96,1 (7,9–9,8) |
| Гайка крепления растяжки | М16х1,25 | 160–176,4 (16,3–18) |
| Болт и гайка крепления стойки стабилизатора поперечной устойчивости к рычагу | М10х1,25 | 42,1–52,0 (4,29–5,3) |
| Гайка крепления штанги стабилизатора к кузову | М8 | 12,9–16,0 (1,32–1,63) |
| Болт крепления кронштейна растяжки к кузову | М10х1,25 | 42,14–51,94 (4,3–5,3) |
| Гайка крепления штока телескопической стойки к верхней опоре | М14х1,5 | 65,86–81,2 (6,72–8,29) |
| Болт крепления шаровой опоры к поворотному кулаку | М10х1,25 | 49–61,74 (5,0–6,3) |
| Гайка подшипников ступиц передних колес | М20х1,5 | 225,6–247,2 (23–25,2) |
| Болт крепления колеса | М12х1,25 | 65,2–92,6 (6,65–9,45) |
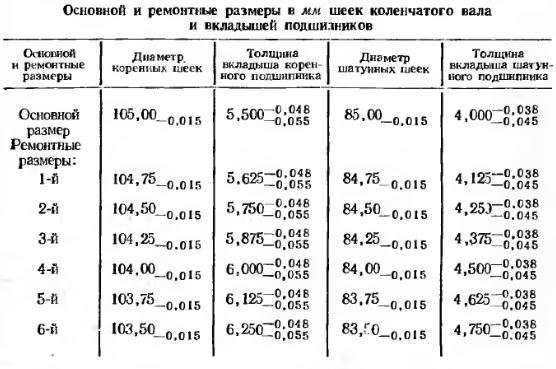
Признаки износа вкладышей
Попадание инородных тел. Инородные тела могут попасть в двигатель в большинстве случаев, когда мы его ремонтируем, и мы не видим, когда случайно что-нибудь попадет в картер двигателя. Это обычно попадает грязь, песок, мусор. Грязь быстро распространиться по двигателю и нанесет большой урон ему. Частицы песка будут царапать во всех трущихся местах двигателя, и двигатель может быстро выйти из строя.
Методы устранения.
При попадании грязи на поверхности вкладыша есть образование царапин, задирав, необходимо слить масло и поменять его. Проверить фильтра масленые и воздушные на целостность. Промыть двигатель промывочной жидкостью, чтобы удалить все частицы грязи.



Коррозионное стирание
На обратной поверхности вкладыша идет коррозионное стирание. В данном случае причин может быть несколько.
1 При ремонте двигателя были слабо затянуты крепежные болты
2 Двигатель часто работал на высоких оборотах
3 Инородные тела находятся на поверхности опоры вкладышей
4 Установлены вкладыши не того размера
![]()
коррозионное стирание
Методы устранения причин неполадок также разнообразны
1 Болты затягивать манометрическим ключом согласно нужному усилию
2 Постарайтесь поберечь двигатель и не выжимать с него последние соки на больших оборотах.
3 Всегда контролировать чистоту сборки вкладышей.
4 Вкладыши используйте соответствующего размера.
Усталость металла
Признаки. При усталости металла будет хорошо видно на вкладыше отслоение частиц металла в середине вкладыша где происходит максимальная нагрузка. При долгой эксплуатации будет происходить тоже самое.
![]()
усталость металла
Причины их несколько.
1 Неравномерная нагрузка на вкладыши при работе двигателя.
2 Вкладыши не соответствуют требованиям завода изготовителя (брак).
3 Троит двигатель, неравномерная его работа.
4 Вибрация двигателя.
Метод устранения
1 Проверить визуальное состояние вкладышей.
2 Проверить колен вал, снять размеры , заменить вкладыши.
3 Устранить причины неравномерной работы двигателя.
4 Замерить компрессию в цилиндрах двигателя.
СМОТРИТЕ ВИДЕО
![]()
Во всех двигателях внутреннего сгорания коленчатый вал и шатуны вращаются в специальных подшипниках — вкладышах. О том, что такое вкладыш коленвала, какие функции он выполняет, каких типов бывают вкладыши и как они устроены, а также о правильном подборе новых вкладышей для ремонта — читайте в статье.


Самодельный динамометрический ключ (на крайний случай)
![]()
Самоделка. Он примерно так и устроен, только «фиг» затянешь нормально с такой приспособой!
На крайний случай можно использовать и такой инструмент, который можно собрать своими руками.
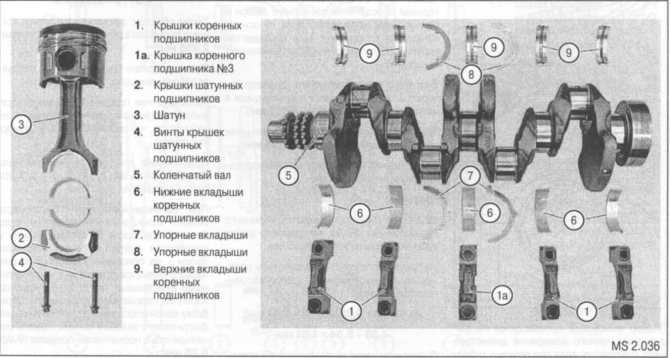
Двигатель внутреннего сгорания конструктивно имеет большое количество сопряженных деталей, которые во время работы ДВС испытывают значительные нагрузки. По указанной причине сборка мотора является ответственной и сложной операцией, для успешного выполнения которой следует соблюдать технологический процесс. От надежности фиксации и точности прилегания отдельных элементов напрямую зависит работоспособность всего силового агрегата. По этой причине важным моментом является точная реализация расчетных сопряжений между привалочными поверхностями или парами трения. В первом случае речь идет о креплении головки блока цилиндров к блоку цилиндров, так как болты ГБЦ необходимо протягивать со строго определенным усилием и в четко обозначенной последовательности.
Что касается нагруженных трущихся пар, повышенные требования выдвигаются к фиксации шатунных и коренных подшипников скольжения (коренные и шатунные вкладыши)
После ремонта двигателя в процессе последующей сборки силового агрегата очень важно соблюдать правильный момент затяжки коренных и шатунных вкладышей двигателя. В этой статье мы рассмотрим, почему необходимо затягивать вкладыши со строго определенным усилием, а также ответим на вопрос, какой момент затяжки коренных и шатунных вкладышей
Читайте в этой статье
Алюминий, медь, свинец: за и против
Преимущество алюминиевых вкладышей еще и в том, что они достаточно недороги и устойчивы к износу. Кроме того, алюминий в процессе работы почти не стирается и следовательно, его частицы не загрязняют масло.
![]()
Слабым местом алюминиевых вкладышей является их слишком мягкая поверхность, которая неустойчива к царапинам. Поэтому если масло загрязнено, то инородные частицы оставят борозды на металле вкладыша. Детали из меди и свинца более устойчивы к царапинам, посторонние частицы просто вязнут на них, не причиняя особого вреда.
Производители научились нивелировать этот недостаток, шлифуя поверхность вкладышей, а не раскатывая ее. При этом на поверхности детали остаются микроскопические бороздки, не влияющие на характеристики, но увеличивающие способность к поглощению загрязнения. Инородные включения оседают в них, в то же время такая поверхность лучше удерживает масляную пленку.
Еще один плюс алюминия – он выдерживает более высокие температуры плавления, чем медь или свинец. Поэтому двигатель с алюминиевым вкладышем более устойчив при перегреве, возникающем при детонации или перегрузках.
Поэтому можно с уверенностью утверждать, что вкладыши из алюминия подойдут к любому типу двигателя, конечно, при соблюдении периода замены масла. В то же время детали из сплавов свинца и меди не настолько прихотливы к очистке масла или к неровностям шеек вала.
Все же производители спорткаров по-прежнему предпочитают оснащать двигатели медно-свинцовыми элементами, поскольку они лучше алюминиевых выдерживают перегрузки.
Обычно вкладыши из меди и свинца выполняются из трех слоев. В основе лежит сталь, на которую наносят баббит слоем от 0,0125 до 0,015 миллиметров. С декоративной целью элемент могут покрыть напылением олова. Такой слой характеризуется способностью аккумулировать твердые включения и обеспечивать износоустойчивость и прочность. Деталь может спокойно выдержать давление до 25 тыс. кПа на см. кв., в то время как алюминий выдерживает только 13 тыс. кПа.
Несмотря на хорошие показатели алюминиевых и медно-свинцовых сплавов, автопроизводители продолжают эксперименты и разработки в этой области. Например, недавно выпустили вкладыш из чистой меди, с нанесением олова и никеля. Верхний слой в нем – все тот же баббит. При одинаковых характеристиках в плане прочности, такие элементы намного экологичнее, долговечнее, но цена их стала заметно выше.
Поскольку наиболее распространенной причиной поломки вкладыша называют детонацию, то подобные детали с высоким запасом прочности могут противостоять нагрузкам. Но все же не всем по карману цена таких элементов.
Еще один вариант вкладыша – сочетание алюминия с покрытием тефлоном, который придает алюминиевой поверхности дополнительную устойчивость от царапин.
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.




После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
Особенности эксплуатации
В процессе функционирования двигателя вкладыши подвергаются постоянным нагрузкам вследствие взаимного трения данных деталей. Поэтому установка коренных вкладышей должна быть выполнена с надежной фиксацией во избежание их смещения вращающимся коленчатым валом. Для этого принимают меры:
- Во-первых, учитывают особенности трения рассматриваемых деталей, которое проявляется при их скольжении друг о друга под нагрузкой. Его величина определяется коэффициентом трения и величиной нагрузки на взаимодействующие детали. Поэтому для обеспечения надежного удержания вкладышей следует снизить воздействие на них коленчатого вала. С этой целью снижают коэффициент трения путем применения антифрикционных материалов, которые наносят на поверхность вкладышей.
- Во-вторых, вкладыши коренные удерживаются механическим способом на местах. Для этого используют два метода. Данные элементы устанавливают с натягом, заданным конструктивно. К тому же на каждом из них присутствует дополнительный элемент, называемый усиком, также служащий для удерживания.
Установка двигателя ВАЗ 21083
![]()
Фото. Пыльник коробки ВАЗ 21083
Сразу можно смазать выжимной подшипник маслом, желательно трансмиссионным или перемешанным с литолом, его можно вдавить шприцом через щель показанную на фото ниже.
![]()
Фото. Выжимной подшипник двигателя ВАЗ 21083.
Ставим двигатель так как и снимали через низ без головки, это можно легко сделать в домашних условиях вдвоем. Для этого пропустите под двигатель ремень или веревку, положите толстую тряпку на передок машины и при помощи трубы или ломика можно не напрягаясь натянуть движок на коробку, как показано на фото ниже. Наживите коробку болтами поднимите двигатель, прикрутите подушку, двигатель поставлен остается поставить головку.
![]()
Фото. Установка двигателя ВАЗ 21083 через низ.
Сборка маховика, маслоприемника и помпы
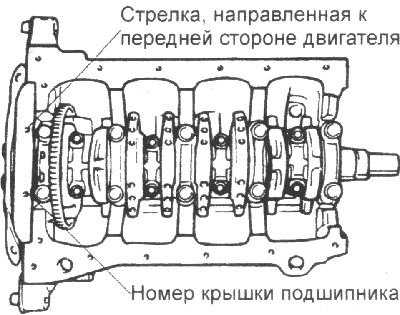
Важно установить маховик так, чтобы насечка на нем была расположена против крышки 4 шатуна, а зубчатый венец примыкал к сцеплению
- Наносим тонкий слой автогерметика на болтики, крепящие коленвал.
- Надеваем маховик и его шайбу на вал и закручиваем болтики, крепящие его, до упора.
Все, маховик установлен. Монтируем маслоприемник и картер движка.
- Меняем кольцо-уплотнитель маслоприемника.
- Смазываем новое колечко маслом.
- Ставим маслоприемник на положенное место и прикручиваем болтом к маслонасосу.
- Прикручиваем деталь 2 болтиками ко второму коренному подшипнику.
- Затягиваем болты.
- Обрезаем лишние части прокладок держателя сальника и маслонасоса.
- Наносим на нижние кромки блока консистентку и приклеиваем прокладку картера.
- Аккуратно ставим картер на место, чтобы не сдвинуть прокладку.
- Прихватываем картер болтами по периметру.
- По очереди затягиваем все болтики.
Теперь можно передохнуть, поскольку сборка почти завершена. А после перерыва нужно вернуть на место помпу.
- Ставим прокладку на помпу и смазываем ее литолом или другой консистентной смазкой.
- Устанавливаем помпу маркировкой вверх и прикручиваем деталь к блоку 2 болтами.
Выше размещены видео о демонтаже и сборке двигателя, которые следует изучить до проведения работ.
Ремонт двигателя считается в автомобиле самым сложным, ведь ни одна другая его деталь не содержит такое огромное количество элементов, взаимосвязанных между собой. С одной стороны, это очень удобно, ведь в случае поломки одного из них нет необходимости менять весь узел целиком, достаточно просто заменить вышедшую из строя деталь, с другой – чем больше составных элементов, тем сложнее устройство и тем сложнее разобраться в нем тому, кто не очень опытен в авторемонтных делах. Однако при большом желании можно все, особенно если ваше рвение подкреплено теоретическими знаниями, например, в вопросе определения момента затяжки коренных и шатунных вкладышей. Если же пока это словосочетание для вас – набор непонятных слов, прежде, чем лезть в двигатель, обязательно прочтите эту статью.
![]()
Как затягивать коренные вкладыши и вкладыши шатунов
Итак, с учетом вышесказанного становится понятно, что момент затяжки коренных и шатунных вкладышей крайне важен. Теперь перейдем к самому процессу сборки.
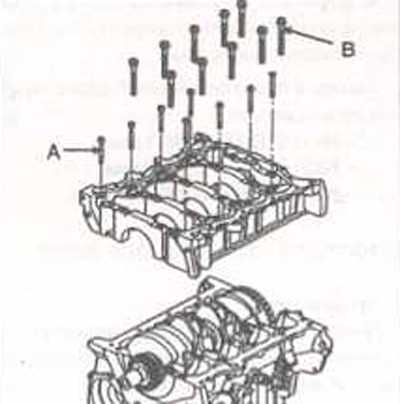
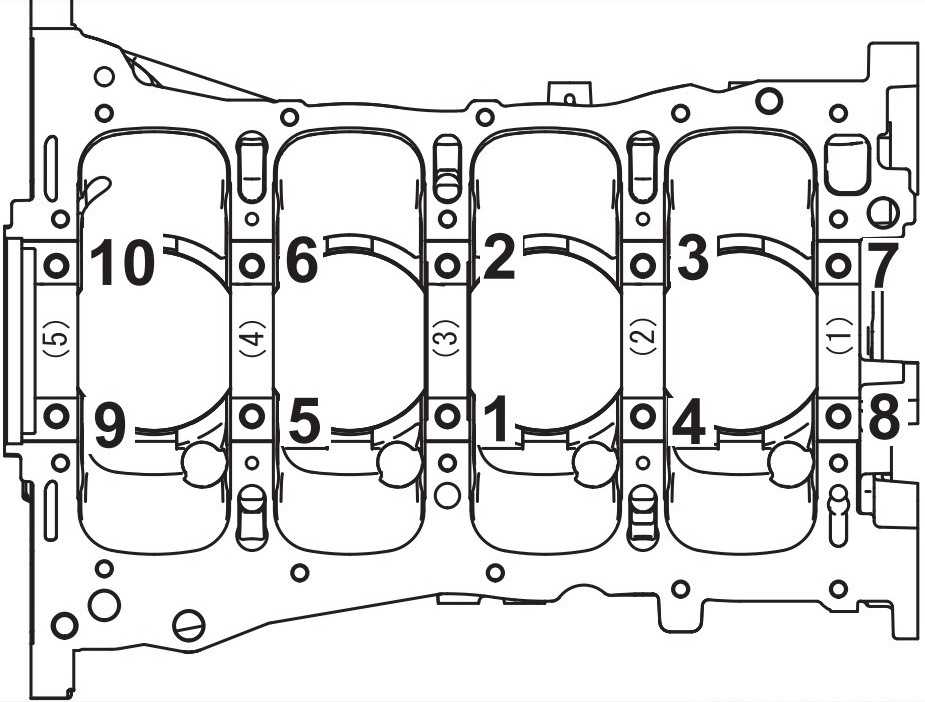
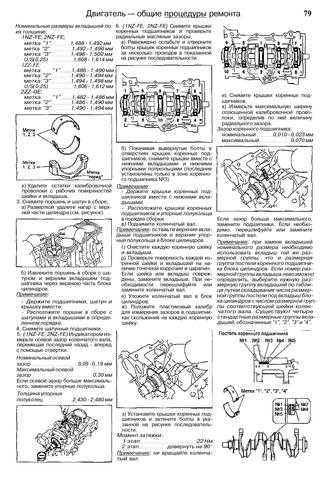
- Прежде всего, в постели коренных шеек устанавливаются коренные вкладыши. Необходимо учитывать, что средний вкладыш отличается от других. Перед установкой подшипников удаляется смазка-консервант, после чего на поверхность наносится немного моторного масла. После этого ставятся крышки постелей, после чего осуществляется затяжка. Момент затяжки должен быть таким, который рекомендован для конкретной модели силового агрегата. Например, для моторов на модели ВАЗ 2108 этот показатель может быть от 68 до 84 Н·м.
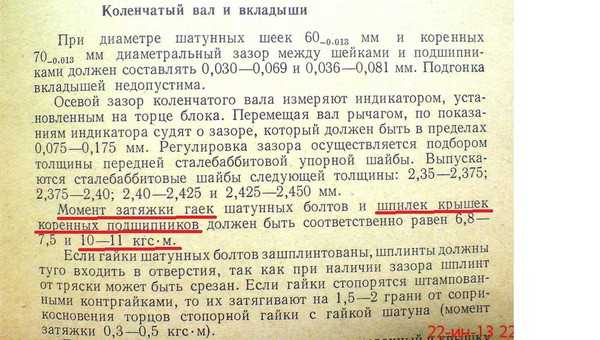
- Далее производится установка вкладышей шатунов. Во время сборки необходимо точно установить крышки на места. Указанные крышки промаркированы, то есть их произвольная установка не допускается. Момент затяжки шатунных вкладышей немного меньше по сравнению с коренными (показатель находится в рамках от 43 до 53 Н·м). Для Lada Priora коренные вкладыши затягиваются с усилием 68.31-84.38, а шатунные подшипники имеют момент затяжки 43.3-53.5.
Следует отдельно добавить, что указанный момент затяжки предполагает использование новых деталей. Если же речь идет о сборке, при которой используются бывшие в употреблении запчасти, тогда наличие выработки или других возможных дефектов может привести к отклонению от рекомендуемой нормы. В этом случае при затяжке болтов можно отталкиваться от верхней планки рекомендуемого момента, который указан в техническом руководстве.


Установка головки цилиндров
Головку цилиндров устанавливайте на двигатель в последовательности, обратной снятию. Перед установкой головки залейте в цилиндры по 30 г дизельного масла ГОСТ 8581-78. Новые прокладки головки цилиндров, колпака и крышки головки цилиндров смажьте с двух сторон графитовой пастой, состоящей из 40% графитового порошка и 60 % дизельного масла.
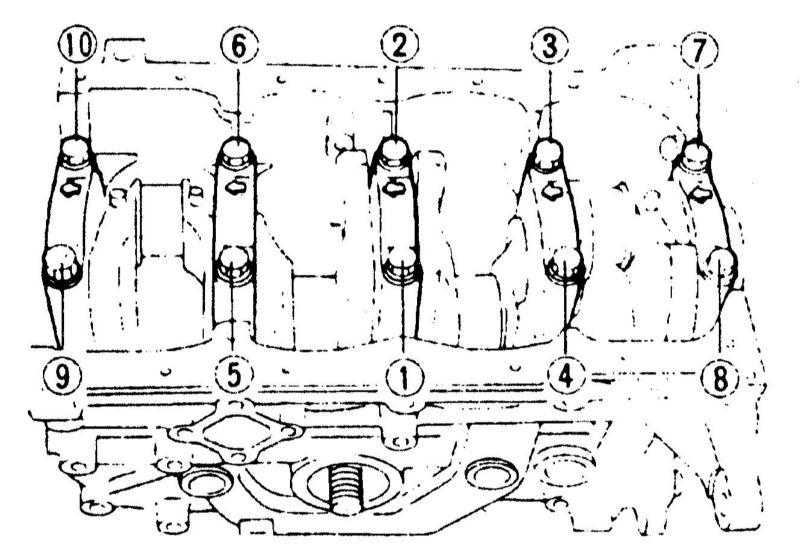
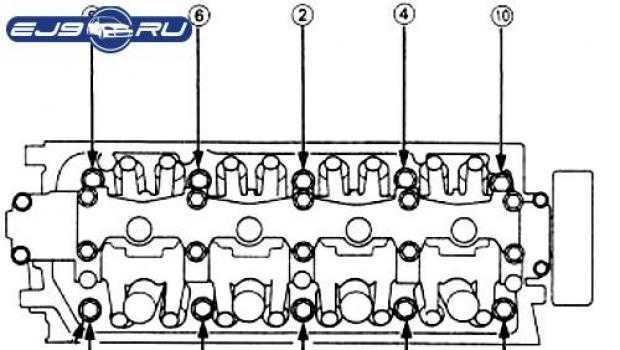
Затяжку гаек шпилек или болтов крепления головки цилиндров производите в несколько приемов (не более чем на 1…2 грани) в последовательности, указанной на рис. 2.4. Окончательную затяжку производите динамометрическим ключом. Момент окончательной затяжки гаек 19…21 кгс•м (190…210 Н•м) для Д-243 и 16…18 кгс•м (160…180 Н•м) для Д-240.
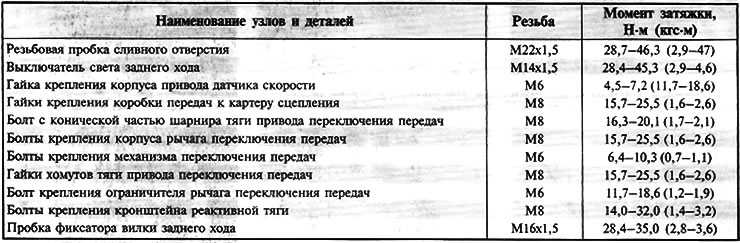
ТОРМОЗНАЯ СИСТЕМА
| Деталь | Резьба | Момент затяжки, Н.м (кгс.м) |
|---|---|---|
| Винт крепления цилиндра тормоза к суппорту | М12х1,25 | 115–150 (11,72–15,3) |
| Болт крепления направляющего пальца к цилиндру | М8 | 31–38 (3,16–3,88) |
| Болт крепления тормоза к поворотному кулаку | М10х1,25 | 29,1–36 (2,97–3,67) |
| Болт крепления заднего тормоза к оси | М10х1,25 | 34,3–42,63 (3,5–4,35) |
| Гайка крепления кронштейна вакуумного усилителя к кузову |
М8 | 9,8–15,7 (1,0–1,6) |
| Гайка крепления главного цилиндра к вакуумному усилителю |
М10х1,25 | 26,5–32,3 (2,7–3,3) |
| Гайка крепления вакуумного усилителя к кронштейну | М10х1,25 | 26,5–32,3 (2,7–3,3) |
| Штуцер тормозного трубопровода | М10х1,25 | 14,7–18,16 (1,5–1,9) |
| Наконечник гибкого шланга переднего тормоза | М10х1,25 | 29,4–33,4 (3,0–3,4) |
Ремонт двигателя считается в автомобиле самым сложным, ведь ни одна другая его деталь не содержит такое огромное количество элементов, взаимосвязанных между собой. С одной стороны, это очень удобно, ведь в случае поломки одного из них нет необходимости менять весь узел целиком, достаточно просто заменить вышедшую из строя деталь, с другой – чем больше составных элементов, тем сложнее устройство и тем сложнее разобраться в нем тому, кто не очень опытен в авторемонтных делах. Однако при большом желании можно все, особенно если ваше рвение подкреплено теоретическими знаниями, например, в вопросе определения момента затяжки коренных и шатунных вкладышей. Если же пока это словосочетание для вас – набор непонятных слов, прежде, чем лезть в двигатель, обязательно прочтите эту статью.
Момент затяжки болтов гбц
Данный показатель имеет прямую зависимость от марки авто, на автомобилях отечественного производства старого образца их всего два, на более современных версиях авто их уже 4. Если вы решили произвести самостоятельную затяжку болтов гбц, то вам потребуется для этого либо теплое удобное помещение, либо хорошая погода не менее 20 градусов тепла.
При производстве ремонтных работ следует произвести тщательную очистку болтов и соединений от излишков масла, грязи, особенно важно это сделать в том случае, если в конструкции протекла прокладка. Дабы избежать деформации и перегрева металлического корпуса, следует после каждой затяжки выжидать не менее 20 минут, для того чтобы металл пришел в изначальную форму
Перед самостоятельной затяжкой болтов гбц, не лишним будет просмотреть момент затяжки на гбц вашего авто в справочнике или же узнать всю информацию у грамотного авто механика.
Чтобы не переделывать работу следует изначально соблюдать правильный порядок затяжки болтов гбц.
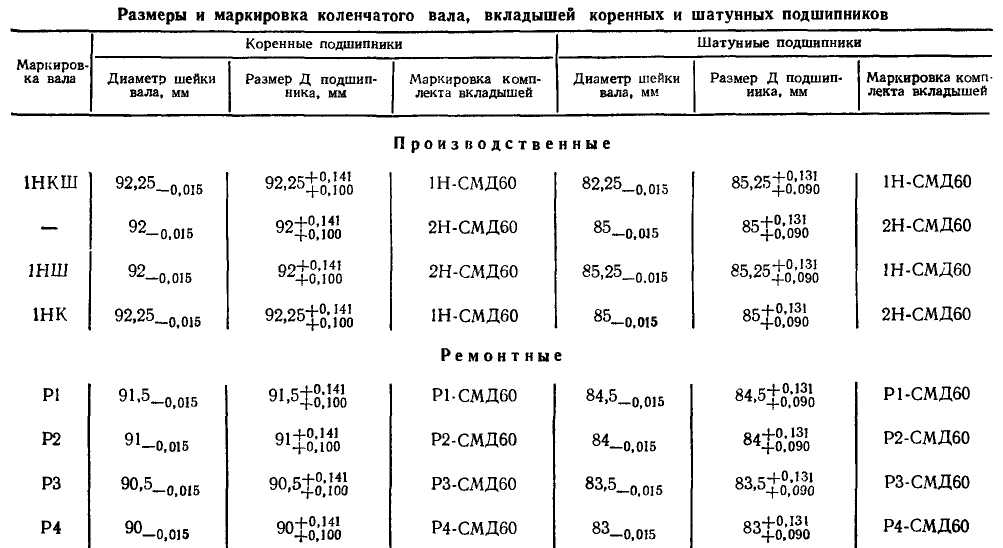
Подшипники скольжения, их виды и роль в работе ДВС.
Коренные и шатунные вкладыши – это две разновидности подшипников скольжения. Производятся они по одной технологии и отличаются друг от друга лишь внутренним диаметром (у вкладышей шатунов этот диаметр меньше).
![]()
Главная задача вкладышей – преобразование поступательных движений (вверх-вниз) во вращательные и обеспечение бесперебойной работы коленчатого вала, чтобы тот не износился раньше срока. Именно для этих целей вкладыши устанавливаются под строго определенным зазором, в котором поддерживается строго заданное давление масла.
Если зазор этот увеличивается, давление моторного масла в нем становится меньше, а значит, шейки газораспределительного механизма, коленчатого вала и пр. важных узлов изнашиваются намного быстрее. Стоит ли говорить, что слишком сильное давление (уменьшенный зазор) также не несет в себе ничего положительного, так как создает дополнительные препятствия в работе коленчатого вала, он может начать подклинивать
Вот почему так важно контролировать данный зазор, что невозможно без использования в ремонтных работах динамометрического ключа, знания необходимых параметров, которые прописываются производителем в технической литературе по ремонту двигателя, а также соблюдения момента затяжки коренных и шатунных вкладышей. К слову, усилие (момент) затяжки болтов крышек шатунных и коренных вкладышей различен
![]()
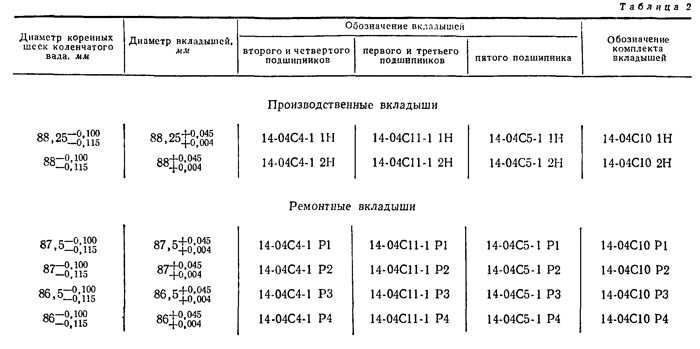
Обращаем ваше внимание, что приводимые нормативы актуальны только при применении новых комплектов деталей, так как сборка/разборка бывшего в работе узла за счет его выработки не может гарантировать соблюдении необходимых зазоров. Как вариант, в данной ситуации при затяжке болтов можно ориентироваться на верхнюю границу рекомендуемого момента, либо можно использовать специальные ремонтные вкладышами с четырьмя разными размерами, отличающимися друг от друга на 0,25 мм, при условии шлифовки коленвала до тех пор, пока минимальный зазор между трущимися элементами не станет составлять 0,025/0,05/0,075/0,1/0,125 (в зависимости от имеющегося зазора и используемого ремонтного изделия)
Примеры конкретных моментов затяжки болтов крышек шатунных и коренных вкладышей для некоторых автомобилей семейства ВАЗ.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.
Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.

Важность правильной затяжки ГБЦ
Головка блока удерживается на картере болтами, которые равномерно распределяют усилие сжатия деталей, предотвращая разрушение прокладки раскаленными газами. Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
При превышении момента затяжки происходит деформация болта и резьбы, нарезанной в теле блока. Из-за растяжения стержня соединительной детали нарушается равномерность сопряжения плоскостей головки и блока, что приводит к пробою прокладки потоком газов. Аналогичная проблема возникает, если затянуть болты крепления головки цилиндров к блоку с недостаточным усилием.
Подведем итоги
Хотя момент затяжки крышек коренных и шатунных подшипников является важным параметром, достаточно часто в общем техническом руководстве по эксплуатации конкретного ТС величина момента не указывается. По этой причине следует отдельно искать необходимые данные в спецлитературе по ремонту и обслуживанию того или иного типа ДВС. Это нужно сделать перед установкой, что позволит выполнить ремонтные работы правильно, а также избежать возможных последствий.
Еще важно помнить, что в случае несоблюдения рекомендуемого усилия во время затяжки проблемы могут возникнуть как при недостаточном моменте, так и при перетягивании болтов. Увеличение зазора приводит к низкому давлению масла, стукам и износу
Уменьшенный зазор будет означать, что в области сопряжения, например, имеется сильное давление вкладыша на шейку, что мешает работе коленвала и может вызвать его подклинивание.
По этой причине затяжка производится при помощи динамометрического ключа и с учетом точно определенного усилия. Не стоит забывать и о том, что момент затяжки болтов крышек шатунных и коренных вкладышей несколько отличается.





