
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
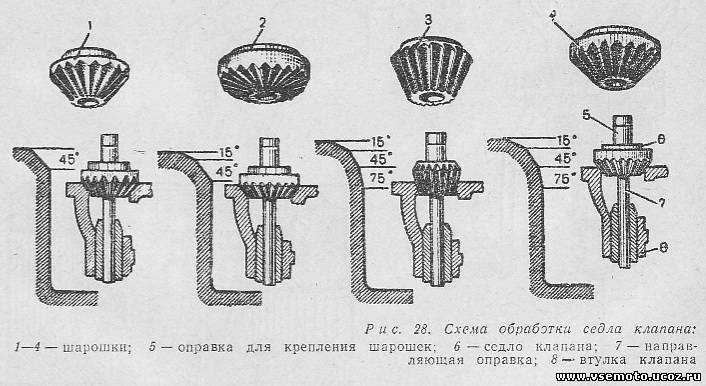
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.
Фаска клапана выполняется под углом 30 или 45 (фиг. При угле 30 несколько увеличивается площадь проходного сечения для газов при одинаковом перемещении клапана. Однако в этом случае плотность прилегания клапана к седлу и тепло-отвод от кромки ухудшаются; по этой причине фаска в 30 применяется только для впускных клапанов. Повышение износоустойчивости и противокоррозийности в некоторых конструкциях выпускных клапанов достигается покрытием фаски и головки со стороны камеры сгорания слоем стеллита толщиной 1 — 1 5 мм (фиг. Стеллит представляет собой очень твердый, антикоррозийный сплав кобальта, вольфрама, хрома и других элементов.
Фаску клапана смазывают пастой ГОИ или наждачной пастой. Для составления пасты обычный наждачный порошок размешивают в воде и дают ему отстояться в течение 10 мин.
На фаску клапана нанести небольшое количество притирочной пасты и быстро вращать клапан в разные стороны с легким нажимом.
Шлифуют фаску клапанов с помощью прибора с ручным приводом или на настольном станке с электрическим приводом. Перед шлифованием клапан проверяют на биение индикатором. Биение стержня клапана не должно превышать 0 03 мм. Погнутость стержня устраняют правкой в холодном состоянии.
| Схема распределения потоков тепла в клапанах.| Прогоревшие выхлопные клапаны.| Схема действия сил на шток клапана. |
Неплотное прилегание фаски клапана к контактной поверхности седла очень опасно.
Нижняя поверхность фаски клапана на высоте, до 1 5 мм имеет угол наклона 45, совпадающий с углом наклона фаски седла. Верхняя часть фаски имеет угол наклона 43 1 — 5 и при посадке клапана на седло с ним не соприкасается. По мере отработки ресурса двигателя поверхность прилегания фаски клапана к седлу непрерывно увеличивается в результате износа седла и главным образом вследствие вытяжки головки и стержня клапана под нагрузкой. К исходу межремонтного срока клапан обычно прилегает к седлу всей поверхностью фаски. В дальнейшем нижняя кромка фаски клапана начинает отставать от седла, между ними образуется щель, и фаска, подвергаясь более интенсивному действию горячих газов, сравнительно быстро разрушается в результате перегрева и прогара вследствие ухудшения теплоотдачи в седло. Таким образом, дифференциальная фаска ускоряет приработку и обеспечивает герметичность посадки клапана и межремонтный ресурс. Повышение износостойкости деталей зависит не только от общей жесткости конструкции, но и от местной. Нагрузочная способность цилиндрических и конических колес тем выше, чем равномернее распределена нагрузка по длине зуба. Причинами неравномерности, кроме неточностей изготовления деталей передачи и сборки их, являются изгиб и кручение валов, деформация опор и корпусов. Изгиб валов вызывает перекос осей колес, вследствие чего возникает концентрация нагрузки у одного из краев зуба.
При ремонте фаски клапанов восстанавливаются наплавкой легированными сталями, сплавом Сормайт-I и другими твердыми сплавами.
При необходимости фаску клапана притирают к седлу в корпусе, а усилие сжатия пружины регулируют винтом. На правильно собранном насосе его шестерни должны свободно проворачиваться от руки. При монтаже на двигатель нижней крышки звездочек привода газораспределения с собранным масляным насосом шли-цевый валик ведущей шестерни устанавливают в любом положении. После окончательной сборки масляного насоса его проверяют на специальном стенде, используя велосит в качестве рабочей жидкости.
Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.
Притирка клапанов
Ключевой момент замены — притирка клапана к седлу. Процедура направлена на устранение малейших несоответствий при контакте деталей в процессе работы и повышения герметичности.
Притирочная паста
Прежде чем приступить к работе, следует обзавестись притирочной пастой. Рынок изобилует вариантами, начиная от дешевых составов сомнительного происхождения и заканчивая профессиональными пастами.
По своим рабочим характеристикам притирочные пасты бывают крупнозернистыми и мелкозернистыми (иногда что-то среднее). Обзавестись нужно и той, и другой.
Крупнозернистые используются для проведения первичной притирки. Мелкозернистые — для финишной.
По сути, паста выполняет роль наждачки, шлифуя детали и делая их максимально совместимыми друг с другом.
Последовательность действий по притирке клапанов такова:
На фаску (клапан должен быть предварительно вычищен, если нет надобности в его замене на новый) наносится тонкий равномерный слой крупнозернистого состава.
Клапан вставляется во втулку, пружина должна находиться на своем месте. На стержень рекомендуется нанести графитную смазку. Это снизит сопротивление при вращении и сделает процесс самого вращения легче. Плюс к этому, графитная смазка препятствует попаданию во втулку частиц пасты.
На стержне закрепляется инструмент для притирания. Обычно используют дрель, работающую в реверсивном режиме, которая присоединяется к клапану с помощью шланга, закрепленного специальными хомутами на стержне и самой дрели. Можно также использовать ручную дрель или отвертку, но тогда процедура занимает намного больше времени.
Вращение дрели обязательно должно происходить на малых оборотах, примерно 500 об/мин. В противном случае произойдет перегревание клапанных поясков и седел.
В процессе необходимо имитировать поступательно-возвратные движения клапанов, а не ограничиваться круговыми.
Когда все неровности будут сглажены, клапан извлекают и тщательно очищают. О завершении притирки можно узнать по сероватой полоске (несколько миллиметров шириной) на поверхности ножки. Если полоска присутствует, значит, притирка завершена.
Затем на фаску наносится слой пасты для вторичной обработки, и все манипуляции повторяются








Важно в конце тщательно очистить деталь от загрязнений.
Чтобы определить степень притирки, можно использовать масло, как ранее пасту, и произвести финишную притирку. После нее будет видно, насколько хорошо прилегает клапан к седлу.
Герметичность проверяется при помощи керосина
Для этого клапан устанавливается на свое место, в головку, вместе с пружиной. Уложив головку на бок, необходимо залить в закрываемый клапаном канал немного керосина. Герметичная конструкция не пропускает керосин в камеру сгорания.
Замена клапанов — довольно хлопотная процедура, хотя не такая уж и сложная. Для любителя наибольшую трудность представляет правильно разобрать и собрать ГРМ. Чтобы избежать ошибки, следует тщательно запоминать расположение всех разбираемых элементов конструкции относительно друг друга. Чтобы при сборке не перепутать ничего, некоторые в процессе демонтажа пользуются специальным маркером, помечая на деталях места соединения и расположения тех или иных элементов.
Замена седла клапана ВАЗ
В конструкции головки, главным элементом является седло клапана, понять это можно, детально изучив механизм работы клапана.
Главная задача седла состоит в сжатии клапана, таким образом, предотвращается возможность утечки газов, ведь контакт клапана с седлом необходимое условие работы всей системы.
Соприкосновение между деталями позволяет регулировать и отводить тепло от самой тарелки с большей эффективностью, происходит передача тепла, отходящего от клапана через само седло в ГБЦ, после чего происходит охлаждение жидкостью. В результате деятельности двигателя происходит износ некоторых деталей, в том числе приводящих к дефекту седла клапана. Происходящая разгерметизация нарушает полную теплоотдачу тарелки с седлом, после чего происходит поломка деталей полностью.
Поэтому герметичность соединений очень важная составляющая в таких вопросах, достичь такого эффекта возможно только при формировании соответствующего профиля для седла, контролирующий баланс износа деталей.
Как понять, что необходима замена седла клапана ВАЗ
Первым делом необходимо провести очистку седла и камеру двигателя, ведь под образовавшимся нагаром могут проявиться незаметные трещины. Также определить поломку камер можно по цвету, от других они будут отличаться. Поэтому по данным признакам можно определить износ седел и необходимость проведения ремонтных работ. Фактором для смены могут стать:
- Износ деталей является основной причиной замены. Проверить это возможно при помощи зенкования, при обнаружении невозможности доводки седла и его регулировании, необходимо принимать меры для смены.
- Перегар седел.
- Образование коррозии, чаще всего возникает она по наружному диаметру.
- Образование трещин в основании седла.
- При необходимости модернизации ГБЦ, которая включает в себя замену клапана или увеличение его диаметра.
Инструкция по смене клапана на авто марки ВАЗ
Для начала мы должны быть уверены, что замена необходима, весь процесс достаточно сложный, поэтому без специальных инструментов и знаний за него браться нет смысла.
Производить смену вы будете под свою ответственность, поэтому если у вас что-то не получится, придется обращаться в автовыкуп.
Первым делом производиться проверка герметичности ГБЦ, чтобы установить нет ли трещин, если все-таки вы их обнаружили, стоит сначала при помощи сварки их заделать, а только после растачивать седла.
Для извлечения седел понадобится станочное оборудование, после чего растачивать седло, пока оно не примет форму тонкого кольца, способного провернуться в гнезде. Аналогичных результатов мы добиваемся при помощи фрезы, установленной на дрель. Все работы выполняются аккуратно для предотвращения повреждений посадочного места.
При постановке нового седла используется натяг в 0,1-0,15 мм. По наружному диаметру. При этом разница температурных режимов составляет 180-200 градусов, для охлаждения седел применяется жидкий азот.
Если не будет нитрогена, можно использовать обычную холодильную камеру для охлаждения детали до 30 градусов. Далее запрессовывают очень быстро, чтобы температура не выровнялась. Для смены клапана необходимо при себе иметь:










- печку
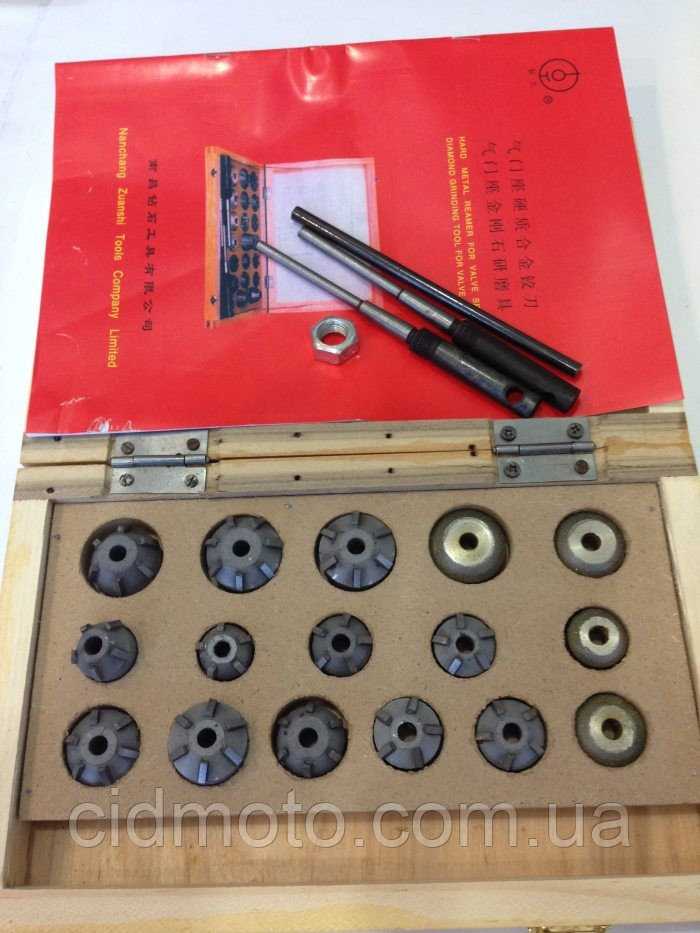
- шарошки
- холодильную камеру
- штангециркуль
- молоток
- запрессовка
- сменные седла
Изымаем ГБЦ, промываем и очищаем от нагара и грязи. Готовим все необходимые инструменты.
Производим расчистку седла.
Изымаем старое седло.
… а также посадочное место.
Перед постановкой новых седел, необходимо их разместить в холодильную камеру.
После чего стоит нагреть часть гбц примерно до 200 градусов чтобы произвести прессовку.
Вынимаем седла помещенные в морозильную камеру.
Ставим седло для опрессовки.
Ждем пока детали остынут после чего вооружившись шарошками для седел вырезаем фаску.
Все то же самое проводим на других цилиндрах.
Технические требования
Быстро и легко удалить вставное седло клапана можно с помощью паяльника для пайки микропровода в среде инертного газа — MIG (microware inert gas) welder. Вынув клапан, нанесите шов припоя по краю вставного седла, прилегающему к стенке посадочного гнезда. Когда шов остынет, он сожмется и вставку можно будет легко вынуть из головки блока цилиндров.
В случае треснувших и сильно обгоревших встроенных седел головку цилиндра часто удается отремонтировать, заменив их вставными. Все трещины в головке должны быть отремонтированы до того, как встроенное седло будет растачиваться. Сначала необходимо выбрать ремонтное вставное седло, имеющее требуемый внутренний и внешний диаметр, а также требуемую толщину. Производители ремонтных комплектов седел предоставляют таблицы, по которым выбирается подходящая ремонтная вставка седла. При замене вставного седла новое седло должно быть из материала того же, или более высокого сорта, чем старое. Рабочие температуры вставных седел выпускных клапанов выше на 100°-150°Ф (56°-183°С) чем рабочие температуры встроенных седел, которые доходят до 900°Ф (480°С). Для того чтобы срок службы ремонтных седел и клапанов был не меньше, чем у заменяемых деталей, одни должны быть изготовлены из более качественных материалов.
Выпускаемые ремонтные вставки седел клапанов изготавливаются из различных материалов, в том числе из:
- чугуна
- нержавеющей стали
- никелево-кобальтового сплава
- порошкового металла
Режущий инструмент для изготовления посадочного гнезда выбирается по наружному диаметру ремонтной вставки. Диаметр расточки посадочного гнезда должен быть меньше наружного диаметра вставного седла. Резцедержатель закрепляется на направляющем стержне, подобранном по размеру отверстия в направляющей втулке клапана. Привод подачи резцедержателя завинчивается так, чтобы оставалось достаточное количество витков для правильной подачи резца в обрабатываемую головку Собранный узел устанавливается в направляющей втулке клапана так, чтобы режущий инструмент опирался на растачиваемое седло.
Между опорным кондуктором и стопорным кольцом вставляется ремонтная вставка седла. Стопорное кольцо регулируется по ремонтной вставке седла таким образом,чтобы подача резца прекратилась, когда расточка посадочного гнезда достиг нет глубины, равной толщине новой вставки. Расточной инструмент приводится во вращение вручную или с помощью редукторного двигателя. Растачивание продолжается до тех пор, пока стопорное кольцо не дойдет до опорного кондуктора. После этого опорный кондуктор и резцедержатель убираются. Оправка соответствующего размера и направляющий стержень закрепляются на ударной головке. Лучше всего перед установкой охладить ремонтную вставку в твердой углекислоте, чтобы она уменьшилась в диаметре.
Сильным ударом тяжелого молотка ремонтная вставка вгоняется в посадочное гнездо. Вначале сильными ударами молотка ремонтная вставка всаживается в гнездо, а затем легкими ударами просаживается до тех пор, пока не войдет в него до упора. Не следует бить по ударной головке после того, как седло войдет в посадочное гнездо до конца. Установленное ремонтное седло зачеканивается по внешнему краю по периметру посадочного гнезда — при этом металл по краю вставки слегка расклепывается, усиливая ее сцепление с гнездом. Седло в ремонтной вставке обрабатывается по уже описанной технологии механической обработки, используемой для восстановления седел клапанов.










Ремонтные вставки должны оставаться в углекислоте до момента установки. Это позволит существенно снизить вероятность среза металла со стенок посадочного гнезда при установке ремонтной вставки. Срезанные частички металла могут попасть под ремонтную вставку, помешав правильно посадить ее. Охлажденное вставное седло кладется на посадочное гнездо.
Процесс замены клапанов ГБЦ
![]()
Для того, чтобы произвести замену, придется основательно разобрать (а затем собрать) газораспределительный механизм. В зависимости от модели авто и конструктивных особенностей двигателя этот процесс может иметь некоторые отличия. Но в целом система демонтажа и сборки одинакова. В целом, последовательность действий такова:
Демонтаж ГБЦ
Для этого потребуется:
- произвести подготовительные работы: разомкнуть провод и «минусовую» клему аккумулятора, отсоединить трубки и шланги подачи технических жидкостей, топливные магистрали, снять навесное оборудование;
- затем снять крышку ГБЦ;
- открутить болты крепления ГБЦ;
- снять ГБЦ.
Демонтаж распределительного вала
Последовательность действий:
- снять приводной ремень;
- снять зубчатый шкив;
- открутить болты, которыми удерживается крышка распредвала;
- снять саму крышку и сальники;
- снять распредвал.
Прежде чем приступать к процедуре, следует вывернуть свечи зажигания. Это позволит избежать их повреждения.
Рассухаривание клапанов
Процесс осуществляется с помощью специального инструмента — рассухаривателя. Некоторые используют дедовский метод. Для этого необходимо:
- закрыть место, откуда должен выскочить сухарь тряпкой (чтобы поймать его);
- установить свечник или высокую головку с диаметром меньше, чем у шайбы фиксированной сухарями;
- резко ударить молотком по тарелке таким образом, чтобы пружина оказалась сжатой до размеров сухаря; это спровоцирует его выскочить.
Метод можно использовать в крайнем случае и имея опыт. Новичок рискует нанести серьезные повреждения клапану, например, погнуть его. Покупка рассухаривателя — лучший вариант.
Очистка и осмотр клапанов
После проведенных манипуляций извлеченные из втулки клапаны очищают от нагара и осматривают на предмет повреждений.
В зависимости от степени повреждения, деталь необходимо:
- заменить на новую;
- очистить и притереть.
Также необходимо проверить седло клапана. Если прогары и раковины на нем слишком серьезные, чтобы убрать притиркой, седло придется обработать с помощью специального инструмента, который называют шарошкой или борфрезой. Шарошка представляет собой насадку для обработки различных поверхностей, в том числе и металлических. Она крепится на дрель и устраняет механичнские повреждения.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.![]()
-сварка клапана + выбивание
https://www.youtube.com/watch?v=mEe3wNJwuKQ
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.










Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
https://youtube.com/watch?v=zeSLta3l_9M
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
![]()
Нагар на штоке разрушает втулку довольно быстро
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
В чем заключается грубый способ
![]() Для мягкого способа потребуется оборудование
Для мягкого способа потребуется оборудование
В этом случае выделяют несколько ключевых шагов:
Привариваем к изношенному седлу старый клапан;
Выбиваем старое седло аккуратными ударами по имеющемуся стержню;
Подчищаем место для установки нового седла, удаляя все остатки.
Становится понятно, что это достаточно простой и действенный способ, хотя его нельзя назвать изящным или тонким. Данный вариант многие используют, когда приходится быстро проводить замену собственными силами в гараже.
В чем заключается основная проблема использования данного способна на практике?
В первую очередь это касается непосредственно самой грубости
Несложно догадаться, что приваривания и последующие выбивания вполне могут привести к повреждению каких-нибудь смежных деталей, так что в любом случае требуется проявлять предельную аккуратность и осторожность
В чем заключается особенность и преимущество мягкого или «гуманного» способа?
В этом случае придется на фрезерном станке вырезать изношенное седло. Непосредственно посадочное место обтачивается таким образом, чтобы можно было легко посадить новое седло клапана. Центровать фрезу при этом следует по основной направляющей втулке. Как только растачивание будет окончено, следует тщательно очистить изделие от стружки, также рекомендуется промыть обработанную зону.










После этого остается просто выполнить установку нового седла клапана. И данный процесс также отличается некоторыми своими особенностями.
Во-первых, он может производиться при разных температурах. Во-вторых, фактически есть возможность выбирать из нескольких способов установки седел клапанов. Какой-то из них может быть удобней, чем другой.
Если просто установить седло на головке цилиндра без использования каких-либо особых инструментов при комнатной температуре, то результат не будет слишком надежным. Со временем наверняка произойдет деформация головки. Лучше будет разогреть головку блока цилиндров, перед тем как запрессовать новое седло.
Хотя наилучшим вариантом считается двойная разница температур. Иными словами, головку блока следует разогреть, а кольцо седла при этом наоборот охлаждается. Правда, для этого необходимо иметь специальное оборудование. Желательно, жидкий азот. Данный способ является наиболее надежным. Он также не требует особых усилий, единственная трудность заключается в охлаждении и нагреве.
Но в любом случае произвести замену седла клапана любой автомобилист сможет своими руками без привлечения различных специалистов.





