
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ
Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием
При этом важно, чтобы кольцо встало без перекоса
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении
Седло впускного клапана при этом оставляют в штатном положении.
Технические требования
Быстро и легко удалить вставное седло клапана можно с помощью паяльника для пайки микропровода в среде инертного газа — MIG (microware inert gas) welder. Вынув клапан, нанесите шов припоя по краю вставного седла, прилегающему к стенке посадочного гнезда. Когда шов остынет, он сожмется и вставку можно будет легко вынуть из головки блока цилиндров.
В случае треснувших и сильно обгоревших встроенных седел головку цилиндра часто удается отремонтировать, заменив их вставными. Все трещины в головке должны быть отремонтированы до того, как встроенное седло будет растачиваться. Сначала необходимо выбрать ремонтное вставное седло, имеющее требуемый внутренний и внешний диаметр, а также требуемую толщину. Производители ремонтных комплектов седел предоставляют таблицы, по которым выбирается подходящая ремонтная вставка седла. При замене вставного седла новое седло должно быть из материала того же, или более высокого сорта, чем старое. Рабочие температуры вставных седел выпускных клапанов выше на 100°-150°Ф (56°-183°С) чем рабочие температуры встроенных седел, которые доходят до 900°Ф (480°С). Для того чтобы срок службы ремонтных седел и клапанов был не меньше, чем у заменяемых деталей, одни должны быть изготовлены из более качественных материалов.
Выпускаемые ремонтные вставки седел клапанов изготавливаются из различных материалов, в том числе из:
- чугуна
- нержавеющей стали
- никелево-кобальтового сплава
- порошкового металла
Режущий инструмент для изготовления посадочного гнезда выбирается по наружному диаметру ремонтной вставки. Диаметр расточки посадочного гнезда должен быть меньше наружного диаметра вставного седла. Резцедержатель закрепляется на направляющем стержне, подобранном по размеру отверстия в направляющей втулке клапана. Привод подачи резцедержателя завинчивается так, чтобы оставалось достаточное количество витков для правильной подачи резца в обрабатываемую головку Собранный узел устанавливается в направляющей втулке клапана так, чтобы режущий инструмент опирался на растачиваемое седло.
Между опорным кондуктором и стопорным кольцом вставляется ремонтная вставка седла. Стопорное кольцо регулируется по ремонтной вставке седла таким образом,чтобы подача резца прекратилась, когда расточка посадочного гнезда достиг нет глубины, равной толщине новой вставки. Расточной инструмент приводится во вращение вручную или с помощью редукторного двигателя. Растачивание продолжается до тех пор, пока стопорное кольцо не дойдет до опорного кондуктора. После этого опорный кондуктор и резцедержатель убираются. Оправка соответствующего размера и направляющий стержень закрепляются на ударной головке. Лучше всего перед установкой охладить ремонтную вставку в твердой углекислоте, чтобы она уменьшилась в диаметре.
Сильным ударом тяжелого молотка ремонтная вставка вгоняется в посадочное гнездо. Вначале сильными ударами молотка ремонтная вставка всаживается в гнездо, а затем легкими ударами просаживается до тех пор, пока не войдет в него до упора. Не следует бить по ударной головке после того, как седло войдет в посадочное гнездо до конца. Установленное ремонтное седло зачеканивается по внешнему краю по периметру посадочного гнезда — при этом металл по краю вставки слегка расклепывается, усиливая ее сцепление с гнездом. Седло в ремонтной вставке обрабатывается по уже описанной технологии механической обработки, используемой для восстановления седел клапанов.
Ремонтные вставки должны оставаться в углекислоте до момента установки. Это позволит существенно снизить вероятность среза металла со стенок посадочного гнезда при установке ремонтной вставки. Срезанные частички металла могут попасть под ремонтную вставку, помешав правильно посадить ее. Охлажденное вставное седло кладется на посадочное гнездо.
Технология выполнения
Работа отличается сложностью, но при наличии необходимых навыков ее можно выполнить в гаражных условиях.
Чтобы извлечь седло, имеется несколько способов. Быстрым, но не слишком правильным, является наваривание клапана на седло с последующей выбивкой. Клапан обтачивается под размеры седла, вставляется в него и обваривается. Пока металл не успел остыть. Седло необходимо выбить молотком. Вся конструкция должна выйти без особых проблем.
Но при этом помните, что от сварки металл нагревается, что может стать причиной деформирования головки. Выбивая, можно нанести повреждения посадочному месту под седло, что повлечет за собой дополнительные работы по обработке ГБЦ.
Лучше всего воспользоваться токарным станком. Так можно сточить седло то такого размера, что оно станет, как фольга, и легко достанется. Если нет станка, можно воспользоваться дрелью и насадкой в виде фрезы. Стачивание проводится с одной стороны, пока не ослабеет натяжение. Теперь седло можно достать рукой.







Идеальный вариант установки нового седла – азотный, в котором следует предварительно охладить седла. Дело в том, что их размеры немного больше отверстий, а за счет охлаждения уменьшается внешний диаметр.
Естественно, азот в гараже – большая редкость. Тогда вспомним свойства металла расширяться и сжиматься. Седло просто помещается в морозильную камеру на пару часов, а отверстие подогревается горелкой.
Если при установке необходимо будет приложить усилие, то рекомендуется взять подходящий под диаметр седла брусок и с его помощью провести запрессовку.
Процесс замены клапанов ГБЦ
![]()
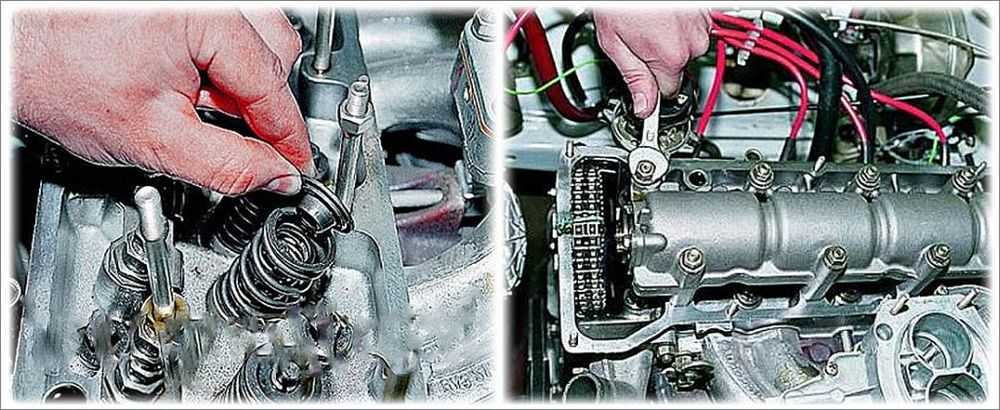
Для того, чтобы произвести замену, придется основательно разобрать (а затем собрать) газораспределительный механизм. В зависимости от модели авто и конструктивных особенностей двигателя этот процесс может иметь некоторые отличия. Но в целом система демонтажа и сборки одинакова. В целом, последовательность действий такова:
Демонтаж ГБЦ
Для этого потребуется:
- произвести подготовительные работы: разомкнуть провод и «минусовую» клему аккумулятора, отсоединить трубки и шланги подачи технических жидкостей, топливные магистрали, снять навесное оборудование;
- затем снять крышку ГБЦ;
- открутить болты крепления ГБЦ;
- снять ГБЦ.
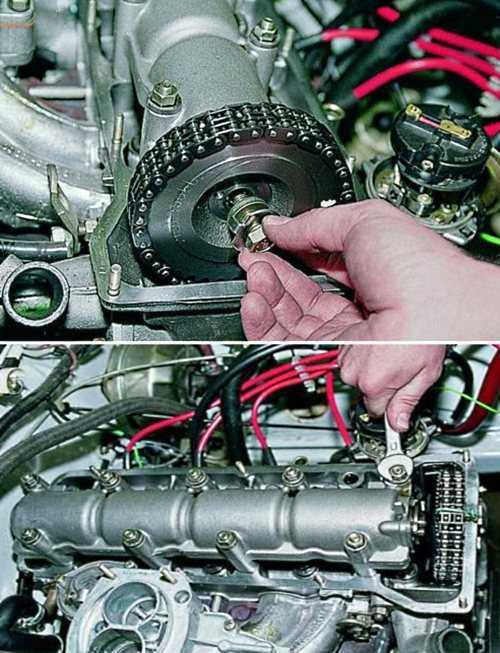
Демонтаж распределительного вала
Последовательность действий:
- снять приводной ремень;
- снять зубчатый шкив;
- открутить болты, которыми удерживается крышка распредвала;
- снять саму крышку и сальники;
- снять распредвал.
Прежде чем приступать к процедуре, следует вывернуть свечи зажигания. Это позволит избежать их повреждения.
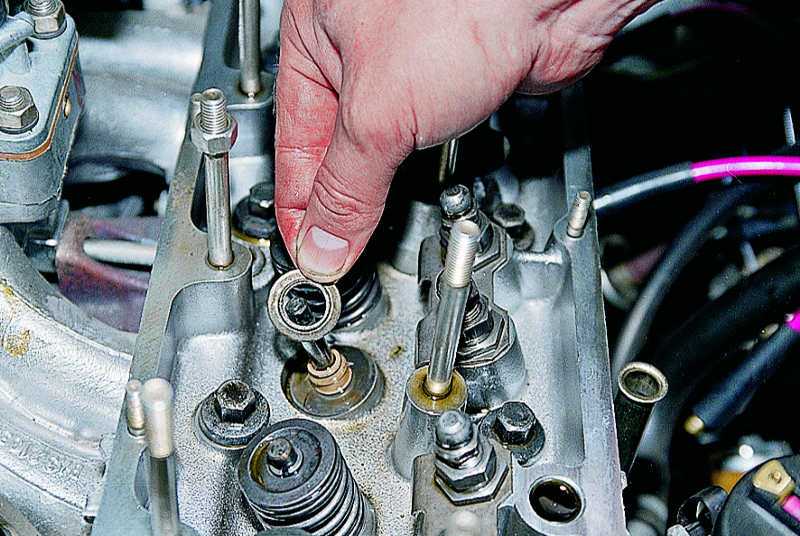
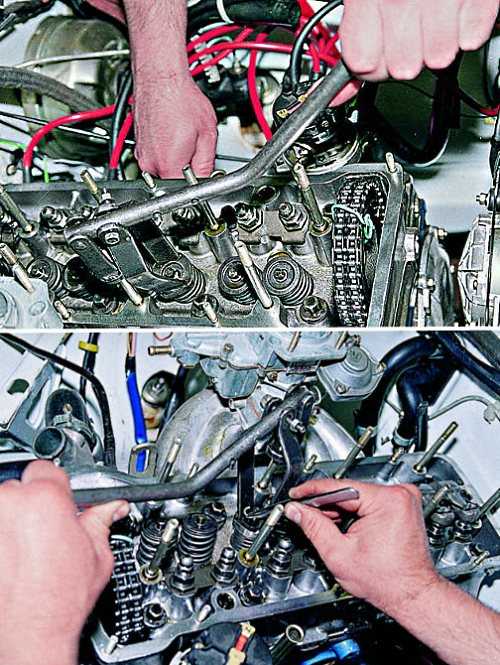
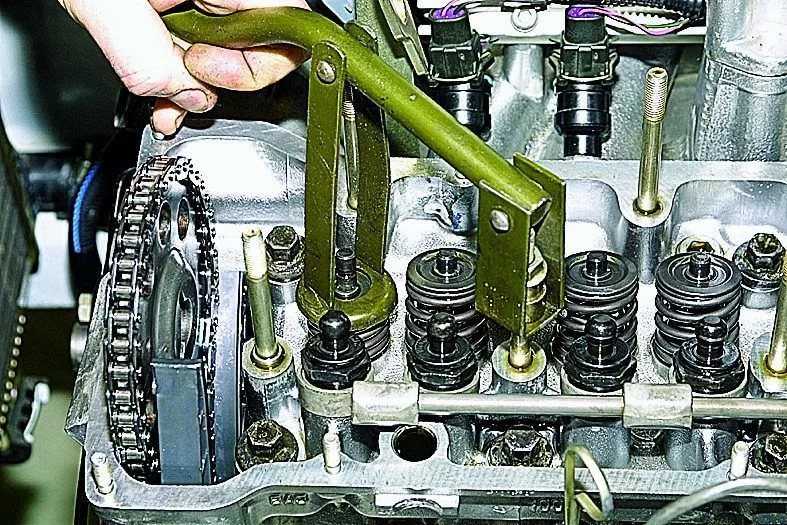
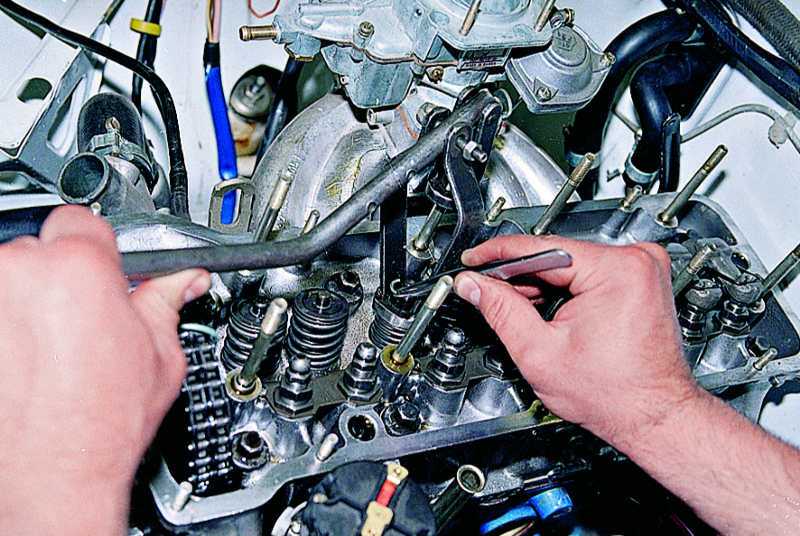
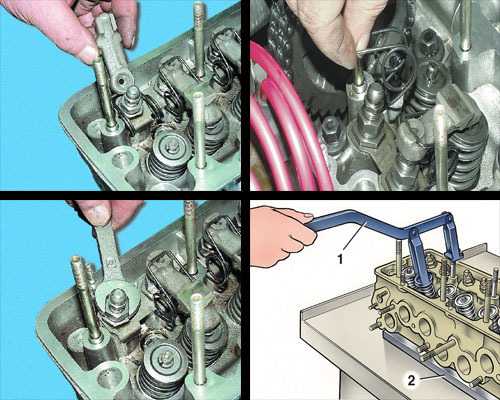
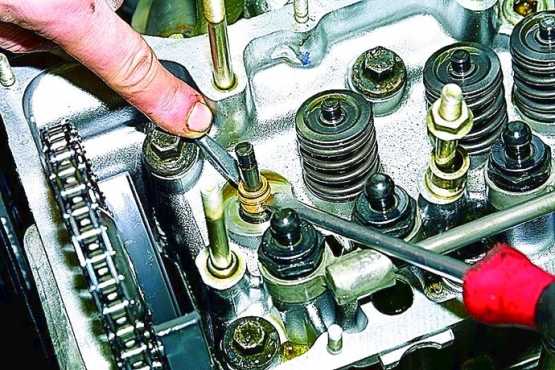
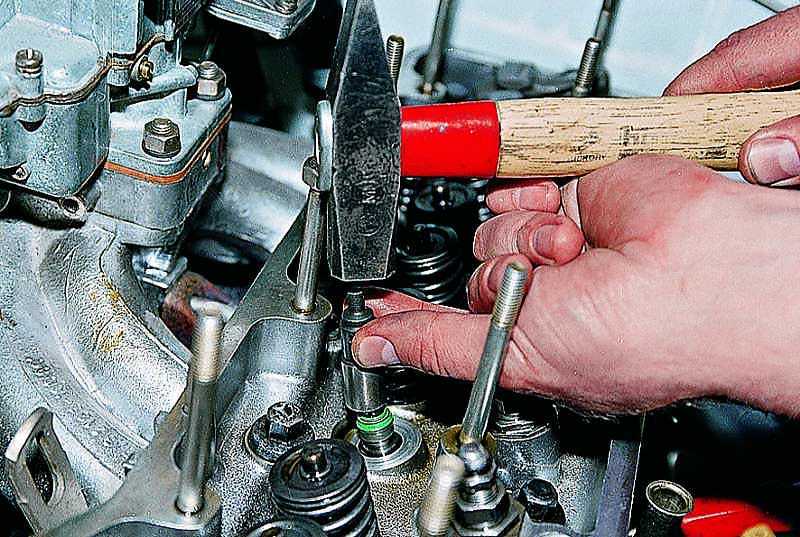
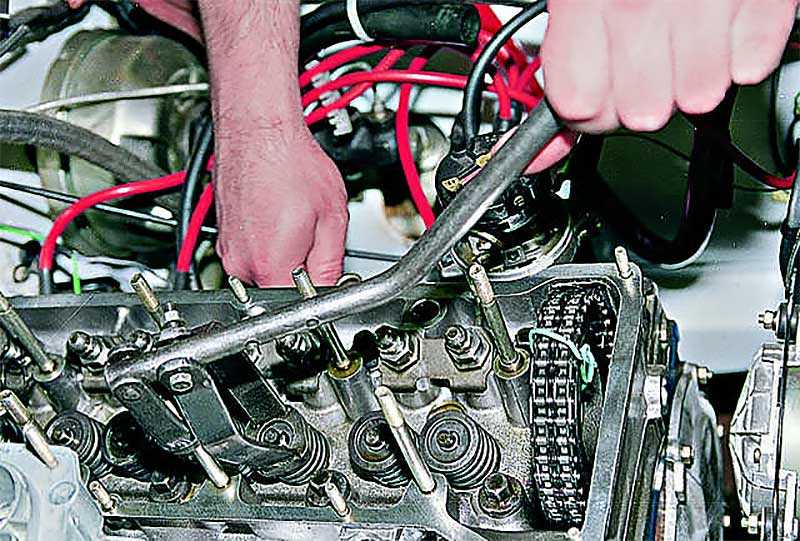
Рассухаривание клапанов
Процесс осуществляется с помощью специального инструмента — рассухаривателя.Некоторые используют дедовский метод. Для этого необходимо:
- закрыть место, откуда должен выскочить сухарь тряпкой (чтобы поймать его);
- установить свечник или высокую головку с диаметром меньше, чем у шайбы фиксированной сухарями;
- резко ударить молотком по тарелке таким образом, чтобы пружина оказалась сжатой до размеров сухаря; это спровоцирует его выскочить.
Метод можно использовать в крайнем случае и имея опыт. Новичок рискует нанести серьезные повреждения клапану, например, погнуть его. Покупка рассухаривателя — лучший вариант.
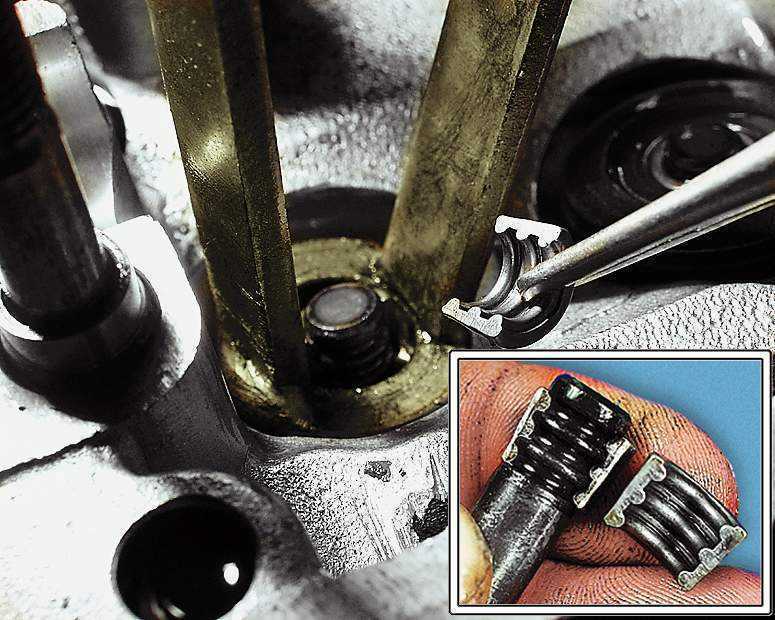
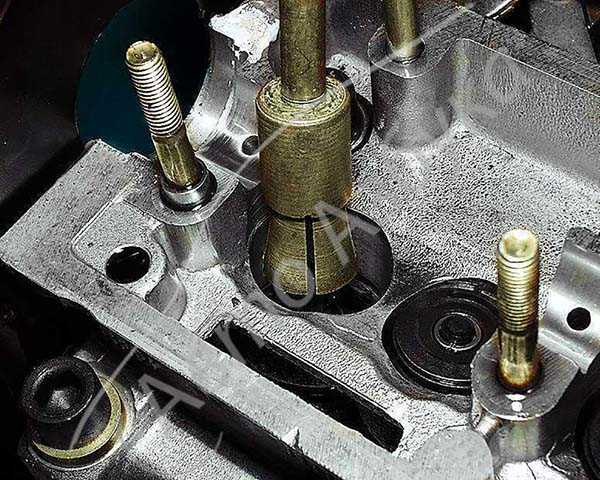
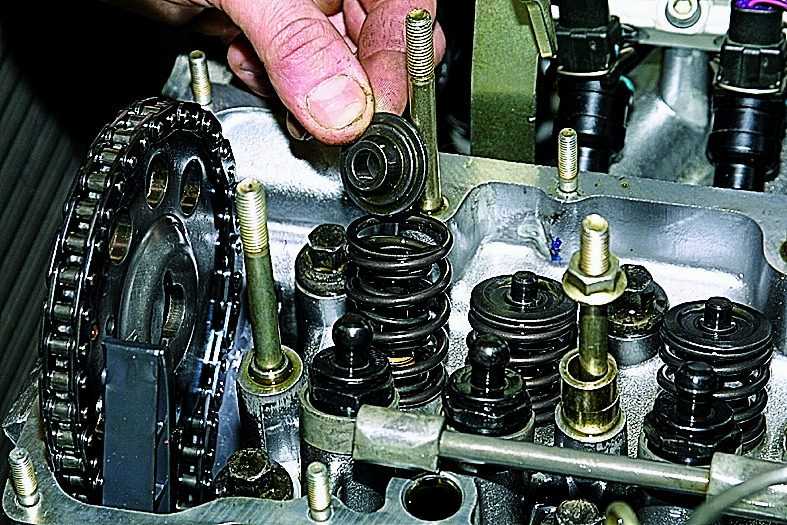
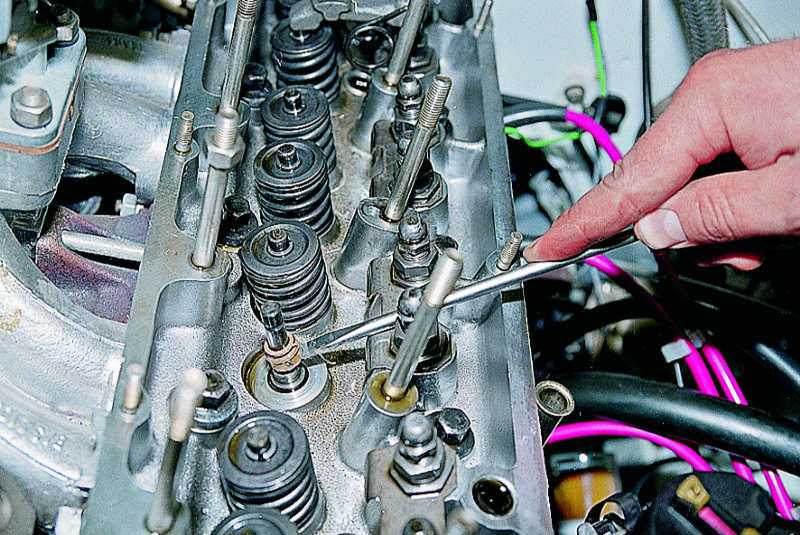
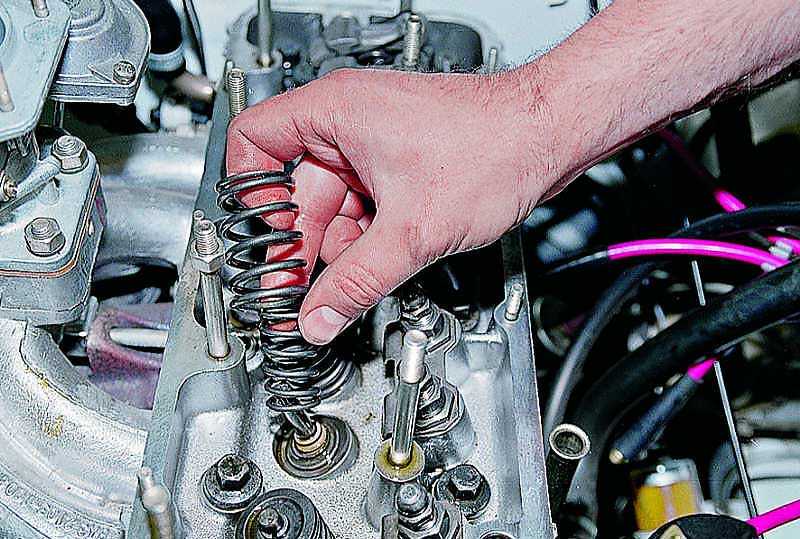
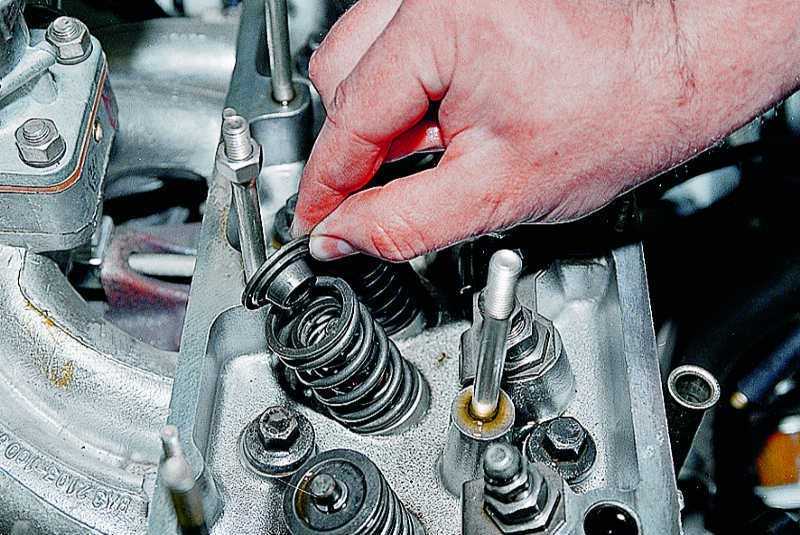
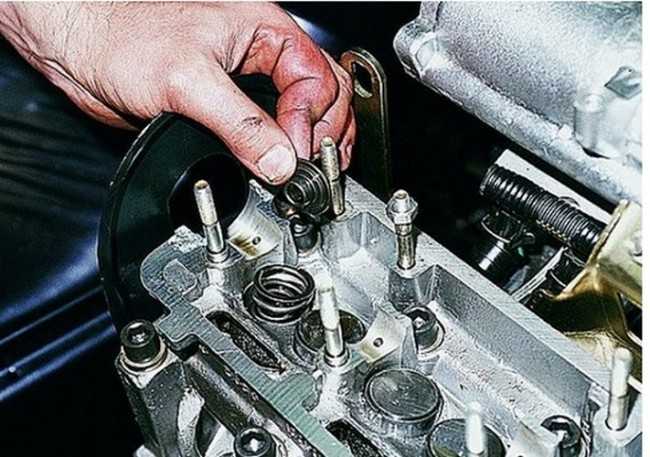
Очистка и осмотр клапанов
После проведенных манипуляций извлеченные из втулки клапаны очищают от нагара и осматривают на предмет повреждений.
В зависимости от степени повреждения, деталь необходимо:
- заменить на новую;
- очистить и притереть.
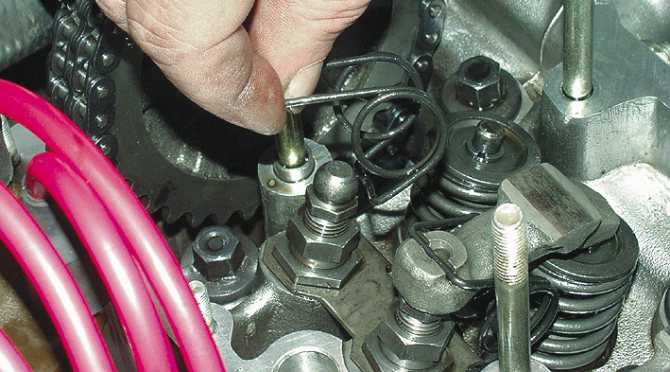
Также необходимо проверить седло клапана. Если прогары и раковины на нем слишком серьезные, чтобы убрать притиркой, седло придется обработать с помощью специального инструмента, который называют шарошкой или борфрезой. Шарошка представляет собой насадку для обработки различных поверхностей, в том числе и металлических. Она крепится на дрель и устраняет механичнские повреждения.
В процессе главное — не увлечься и не снять слишком большой слой металла. Также не следует интенсивно давить на дрель, это приводит лишь к перегреву и затруднению самой обработки. Перед работой головку шарошки рекомендуется смазывать специальным смазочным составом, чтобы снизить интенсивность износа.
Приобретение нового набора клапанов необходимо при полном уничтожении детали (иногда такое случается) или деформации стержня. Теоретически погнутый стержень можно выпрямить, но затраченные время и усилия того не стоят.
Выбирая клапаны, следует убедиться в том, что они идентичны
Особенно важно, чтобы детали имели одинаковую высоту. Поверхность не должна иметь царапин, сколов и любых других повреждений
Перед установкой всю деталь, за исключением фаски (ее следует притереть), желательно отполировать.
После притирки клапанов необходимо произвести сборку конструкции. Все манипуляции производятся в обратном порядке.
Установка нового седла
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
https://youtube.com/watch?v=rm9KGZHKgDA
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием
При этом важно, чтобы кольцо встало без перекоса
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
https://youtube.com/watch?v=J1nXlRIMWio
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.





https://youtube.com/watch?v=yrezntsahlg
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
https://youtube.com/watch?v=2kY5Moi1okU
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
https://youtube.com/watch?v=yrezntsahlg
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
![]()
Необходимость в замене седла клапана может возникнуть в следующих случаях.
1. Седло изношено. Зенкуя седло под притирку клапана, вы обнаруживаете, что материала седла для дальнейшей доработки нет. Клапан садится глубоко настолько, что зазор не может быть отрегулирован. Решением может быть только замена седла.2. Седло и клапан прогорели. А в чем причина? Мало ли причин! Были плохо притерты седло и клапан или зазор в приводе клапана был недостаточный
Уже неважно. Важно, что убирая зенковкой на седле клапана черноту, вы обнаруживаете, что материала не хватает
А дальше пункт 1. 3. Посадка седла в головке ослабла. Заметна коррозия по наружному диаметру.4. В седле клапана обнаружена трещина.5. Делая тюнинг головки, вы меняете клапана на увеличенные. Соответственно нужны увеличенные седла. Сначала проверьте, может быть, сможете использовать те седла, которые есть. Замена седел- не очень сложная работа, но в случае ошибки придется обращаться в автовыкуп или на утилизацию.
Как удалить старое седло клапана
Самый простой и удобный способ на станке. При растачивании седла его толщина и прочность уменьшаются, а потом в один прекрасный момент сила резания превышает силу трения в соединении. Остаток от седла проворачивается и далее его можно вынуть пассатижами. Если вы собираетесь устанавливать седла большего диаметра , то далее вам понадобится расточить посадочное место.
Если требуется просто замена штатного седла, используйте другой способ. Зажмите в патроне электрической дрели небольшой абразивный круг. Включите дрель и запиливайтесь в материал седла. В какой-то момент натяг седла ослабнет и его можно будет вынуть. Желательно чтобы этот произошло до того, как круг врежется в материал головки.
Еще один способ. В головку вставляют старый клапан. Тот, который здесь и был. И приваривают его к седлу в 3…4-х точках. А затем ударами молотка по клапану выбивают седло.
Новое седло
Материал седел клапанов довольно разнообразен. Бронза, сталь, нержавеющая сталь, металокерамика, чугун. Для седел клапанов изготовленных на АВТОВАЗе используется чугун. Такие седла можно легко обрабатывать ручным инструментом. А вот седла клапанов из закаленной стали можно только шлифовать. Для этого нужен специализированный станок.
Седла клапанов из бериллиевой бронзы имеют то преимущество, что хорошо отводят тепло от клапанов. Часто этот материал применяют для гоночных автомобилей. Но для ежедневного вождения по городу крутить двигатель до 8000 оборотов не нужно. Следовательно, и седла из бериллиевой бронзы не нужны.
Современный и перспективный материал – металлокерамика. Седла из этого материала могут удачно объединять такие противоречивые свойства как износоустойчивость и хорошая обрабатываемость. И при этом не очень большая цена. Заготовки для двигателя ЗМЗ могут стоить от 30 рублей за штуку.
Для упрощения ремонта, желательно найти готовые, покупные детали. Но тут нас ожидает сюрприз: готовые седла для Лады найти крайне сложно. И это будут седла тюнинговые. Это хороший признак, значит, нужны они крайне редко. Но, если понадобится, седла придется заказывать знакомому токарю.Упомянутые выше заготовки для ЗМЗ не применяются сразу. Это именно заготовки. Их дорабатывают по фактическим размерам гнезда под седло.
Монтаж седла
Седла устанавливают с натягом. Замерив фактические размеры, дорабатывают седла. Обеспечивают гарантированный натяг 0,1…0,15мм. Подготовленную головку нагревают до температуры 100…200 градусов. Для этого используют печь или электроплитку. А вот газовая горелка или паяльная лампа дадут неравномерный нагрев.Седло напротив охлаждают сухим льдом или жидким азотом, а затем при помощи оправки и молотка запрессовывают в головку.
Когда головка не спеша остынет, можно переходить к следующей стадии ремонта — зенковке седел и притирке клапанов.
https://youtube.com/watch?v=isXBYTXK6eY
Необходимость в замене
На всех автомобилях принцип ремонта одинаковый, так же как и замена клапанов на ВАЗ Приора можно производить своими руками.
![]()
Основным признаком неисправной работы клапанов является понижение компрессии. Это в основном происходит по трем причинам.




![]()
Первая —прогар. Это происходит так: тарелки клапанов разрушаются или в них возникают трещины, впоследствии при любом положении распределительного вала камера сгорания разгерметизируется.
![]()
Этим подвержены, в основном, выпускные клапана, потому как на них идет большая термическая нагрузка.
![]()
![]()
Такая проблема может возникнуть из-за:
- неправильно отрегулированный тепловой зазор, это касается двигателей не имеющих гидравлического компенсатора;
- очень бедная смесь, это повышает температуру в камере сгорания;
- не должным образом отрегулированы фазы ГРМ, из-за чего возгорание создается в период, когда клапан не плотно прилегает к седлу. Также это может способствовать возникновению нагара в местах контактирования деталей;
- допущенный на производстве брак;
- детонация мотора по каким-либо причинам.
![]()
Вторая —загиб клапанов в результате столкновения с поршнями. Такое возможно только при обрыве либо перескока ремня газораспределительного механизма, перескакивание происходит из-за растянувшегося ремня или цепи.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Третья —износ стержня. В рабочем режиме двигателя клапана совершают движения по направляющим втулкам, при длительной эксплуатации происходит истирание штока.
![]()
При этом возникает превышенный зазор между внутренних стенок втулок и стержнями клапанов, что негативно влияет на работу клапанного механизма.
![]()
В этом случае придется произвести замену не только клапанов, но и направляющих втулок, что можно также сделать своими руками.
![]()
Чем пользоваться?
![]()
Такие работы подразумевают использование грубоватых инструментов и отличающихся практически ювелирной точностью – зенкеров и шарошек. Такие инструменты с узкой спецификой применяются исключительно при ремонте мотора.
![]()
Подборку шарошек для клапанных седел используют под выточку необходимых размеров диаметров. Подобные действия дают возможность придать тарелочке максимальную плотность закрывания.
![]()
Зенковки при ремонтных работах по клапанным седлам используются так же. Но есть одно различие – зенкер применяется не только на механических, но и электроинструментах.
Инструмент
Если делаем замену клапанов своими руками, будь это ВАЗ либо другой автомобиль, нужно не упустить такой нюанс, как наличие специального инструмента. Вот что понадобится:
Комплекты: гаечных ключей, головок, отверток для демонтажа и монтажа элементов машины.
![]()
Рассухариватель клапанов. Он нужен для сжатия пружин, чтобы устранить сухарики (стопорные элементы).
Это интересно: Как осуществляется замена свечей зажигания Ниссан Теана
![]()
Инструмент для притирки. Клапана нуждаются в притирки, для обеспечивания компрессии. Приобретение специального приспособления не целесообразно, можно воспользоваться дрелью и куском шланга.
![]()
Шланг плотно соединяет клапанный стержень и насадку дрели и поступательными движениями производить притирку. Затем налить солярку в месте стыковки клапана и седла, если она не протекает, то работа сделана качественно.







![]()
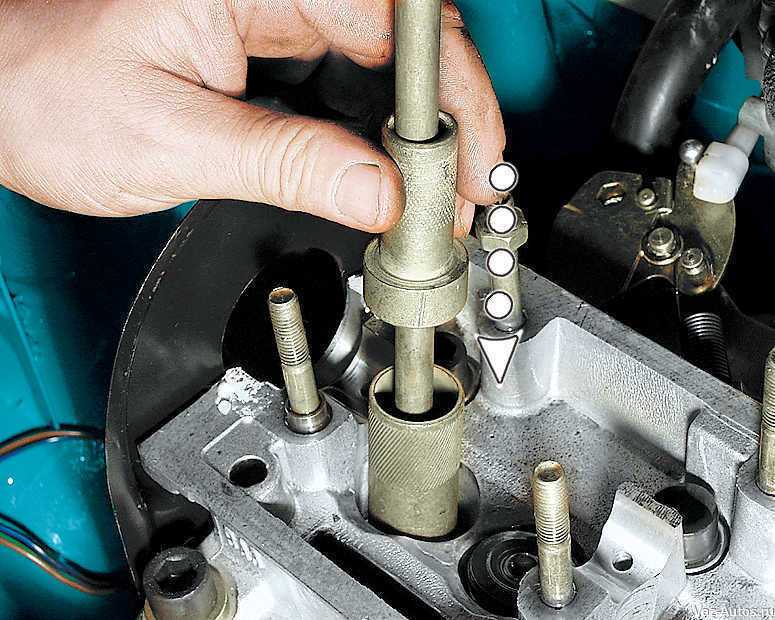
Прибор для снятия маслосъемных колпачков. Производя замену клапанов надо сменить на втулках колпачки, что будет сделать довольно сложно своими руками. Лучше использовать специальный съемник.
![]()
![]()
Есть еще один прибор — микрометр. Он даст точное измерение параметра стержня и выявляет дефекты износа клапанов.
![]()
Ключ для фиксации коленчатого вала, для того, чтобы настроить правильную работу ГРМ.
![]()
Желательно иметь динамометрический ключ для затягивания болтов.
Расходные материалы
Кроме клапанов, понадобится:
- пригодные уплотнительные колпачки;
- прокладка головки блока цилиндров;
- прокладка крышки клапанов;
- при необходимости — герметик;
- болты крепления ГБЦ, иногда возможно использовать старые болты;
- притирочная паста или порошок.
![]()
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.
Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
![]()
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
https://youtube.com/watch?v=AXu8_SYzVDw
https://youtube.com/watch?v=rm9KGZHKgDA
https://youtube.com/watch?v=zeSLta3l_9M
Чем пользоваться?
Такие работы подразумевают использование грубоватых инструментов и отличающихся практически ювелирной точностью – зенкеров и шарошек. Такие инструменты с узкой спецификой применяются исключительно при ремонте мотора.
Подборку шарошек для клапанных седел используют под выточку необходимых размеров диаметров. Подобные действия дают возможность придать тарелочке максимальную плотность закрывания.
Зенковки при ремонтных работах по клапанным седлам используются так же. Но есть одно различие – зенкер применяется не только на механических, но и электроинструментах.
Инструмент
Если делаем замену клапанов своими руками, будь это ВАЗ либо другой автомобиль, нужно не упустить такой нюанс, как наличие специального инструмента. Вот что понадобится:
Комплекты: гаечных ключей, головок, отверток для демонтажа и монтажа элементов машины.
Рассухариватель клапанов. Он нужен для сжатия пружин, чтобы устранить сухарики (стопорные элементы).
Это интересно: Чистка дроссельной заслонки — подробная инструкция, как почистить своими руками
Инструмент для притирки. Клапана нуждаются в притирки, для обеспечивания компрессии. Приобретение специального приспособления не целесообразно, можно воспользоваться дрелью и куском шланга.
Шланг плотно соединяет клапанный стержень и насадку дрели и поступательными движениями производить притирку. Затем налить солярку в месте стыковки клапана и седла, если она не протекает, то работа сделана качественно.








Прибор для снятия маслосъемных колпачков. Производя замену клапанов надо сменить на втулках колпачки, что будет сделать довольно сложно своими руками. Лучше использовать специальный съемник.
Есть еще один прибор — микрометр. Он даст точное измерение параметра стержня и выявляет дефекты износа клапанов.
Ключ для фиксации коленчатого вала, для того, чтобы настроить правильную работу ГРМ.
Желательно иметь динамометрический ключ для затягивания болтов.
Расходные материалы
Кроме клапанов, понадобится:
- пригодные уплотнительные колпачки;
- прокладка головки блока цилиндров;
- прокладка крышки клапанов;
- при необходимости — герметик;
- болты крепления ГБЦ, иногда возможно использовать старые болты;
- притирочная паста или порошок.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.
Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
https://youtube.com/watch?v=4TvfBjx-JpM
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
https://youtube.com/watch?v=5me80XUJB0A
https://youtube.com/watch?v=MOss4kAHd00
Механическая обработка нового седла
![]()
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
https://youtube.com/watch?v=yrezntsahlg
![]()
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
![]()
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Не нашли интересующую Вас информацию? на нашем форуме.





