
Как правильно притереть — процесс выполнения работ
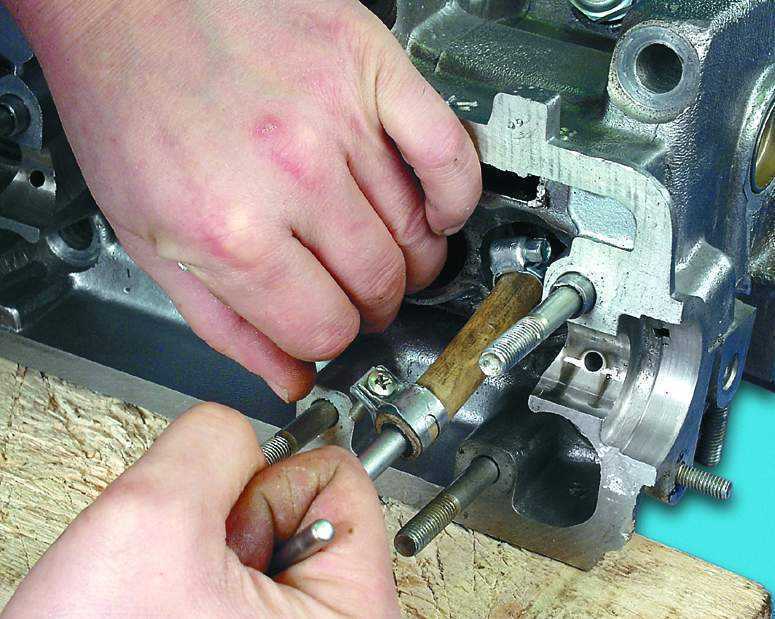
Начинается процесс притирки с рассухаривания клапанов. Сначала подкладываем под тарелку клапана предмет, который служит упором для него.
Чтобы облегчить процесс запоминания и гарантировано исключить ошибку при установке рокеров, опытные автолюбители рекомендуют снимать и притирать клапана по одному.
Популярный способ снятия клапанов – с помощью специального съемника (приобретают в автомагазине или на авторынке), но иногда сухари на конусе прилипают и сразу не снимаются. В этом случае, по утверждению опытных «Кулибиных», можно взять подходящую по диаметру трубку и, приставив ее к верху клапана (сухарику), слегка «тюкнуть» молотком. Легкий удар срывает сухарь, если тот залип, и облегчает процесс снятия клапана съемником.![]()
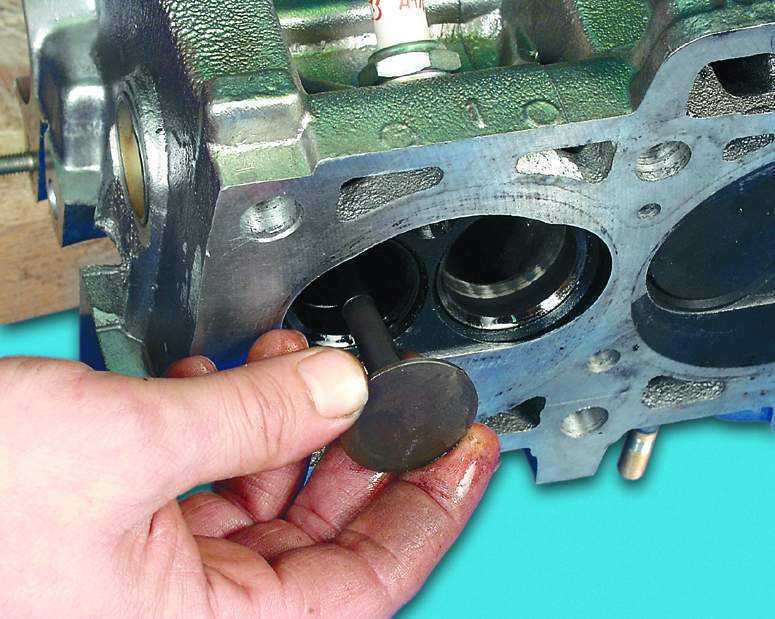
После снятия пружины вытягиваем клапан из седла и визуально осматриваем. После долгой работы, даже если он не прогорел, все равно на нем есть нагар, поэтому проводим притирку клапанов.
Для этого понадобится специальный притирочный порошок или паста (Permatex Valve Grinding Compound, паста ГОИ, ВПМ- Авто, М-14 – М-40, и т. д). Пасты применяют сразу, а порошки разводят моторным маслом, при этом получается вязкая субстанция, которая наносится на фаску клапанной тарелки. Пасты и порошки имеют разную величину зерна: крупнее — для первичной притирки, мельче — для финальной.
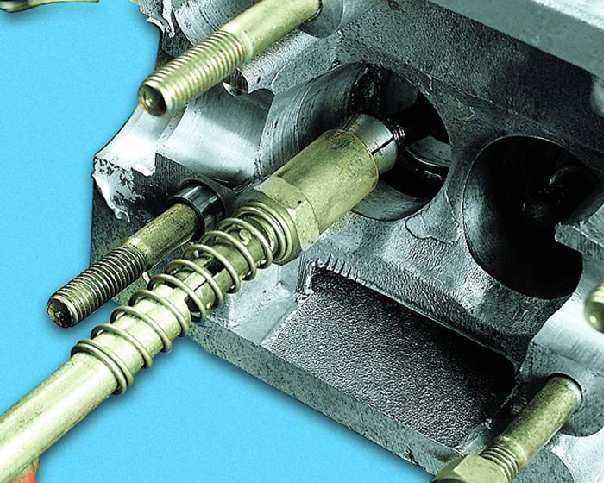
Намазав фаску седла пастой или разведенным порошком, вставьте его обратно в седло, слегка прижмите и проверните, чтобы паста равномерно распределилась по фаске тарелки и попала на седло. После этого с обратной стороны ГБЦ к штоку клапана присоедините патрон дрели или шуруповерта (дрель лучше, потому что у нее большее чисто оборотов).![]()
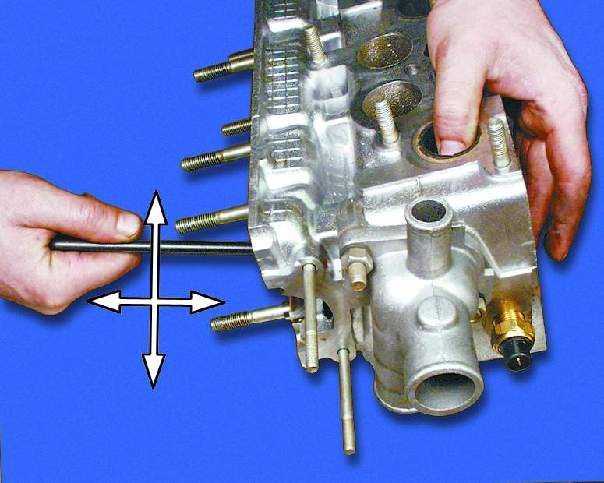
Важно! Ни в коем случае не перекашивайте дрель, чтобы притереть клапана правильно
Лучше осторожно тянуть дрель вверх пальцами, упираясь ими в районе патрона, и придерживая ее за ручку
![]()
Сначала дрель должна некоторое время поработать в одном направлении, потом переключите в противоположную сторону (включить реверс).
После нескольких минут работы в каждую сторону ( по 1 минуте в каждую сторону), клапан достают и осматривают. Результат видно невооруженным глазом, седло клапана блестит или имеет матовый серый цвет. Если остаются вкрапления или пятна, процедуру повторите, нанеся финишную пасту. Тоже касается и седла, если оно имеет вкрапления, раковинки или неоднородный цвет, притирку повторяют.
Если клапан правильно притёрт к седлу, его устанавливают на место, предварительно заменив сальник на новый.
Важно! Сальники клапанов менять ОБЯЗАТЕЛЬНО! Это одноразовая деталь. Иначе вся работа пойдет насмарку, клапан будет свободно чувствовать себя в седле, не даст полноценной герметизации, и по нему будет попадать масло в цилиндры. Ещё кое-что полезное для Вас:
Ещё кое-что полезное для Вас:
- Как заменить направляющие втулки клапанов
- Самостоятельная регулировка зазоров клапанов на ВАЗ 2110
- Датчик положения коленчатого вала — проверка, устройство, признаки неисправности
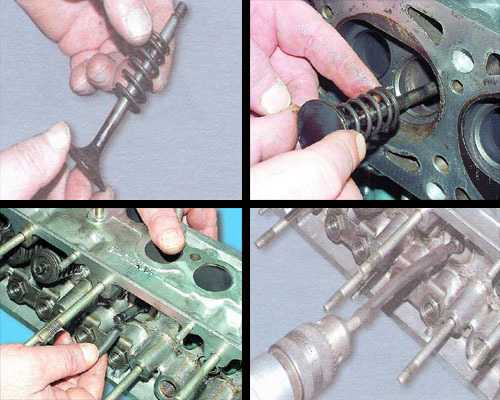
Сальник снимается при помощи пассатижей. Ими захватывают сальник и, проворачивая его из стороны в сторону, извлекают из паза. Главное — нельзя бить по направляющей втулке, чтобы ее не повредить.
![]()
Когда старый сальник снят, ставим новый. Для этого рекомендуют вставить клапан в седло, чтобы он послужил направляющей и облегчил процесс установки. Новый сальник одевается на шток клапана, берется трубка подходящего диаметра, и легким постукиванием молотка по трубке ставим сальник на место. То, что сальник стал на место, определяем по звуку. Сначала он слышен только в районе сальника, а после того как тот станет на место, звук начнет распространяться по всей ГБЦ.![]()
Не стоит забывать, что и в торце штока образуется выработка, которую обязательно убираем. Если ее оставить, то мотор работает с перебоями. Сточить ее можно легко, например, на точильном станке, главное, чтобы поверхность торца штока была ровной (допускается даже слегка выпуклая).
![]()
Засухарив клапан, переходим к следующему. Процесс засухаривания несложен, даже если нет специального съемника, воспользуйтесь рожковым ключом, но тогда понадобится посторонняя помощь. Один человек прижимает рожковым гаечным ключом пружину, а другой устанавливает сухарик.








Тщательно вытерев торец клапана и рокер от пыли, грязи и механических частиц, собираем узел, устанавливаем рокер, зафиксировав пружиной. Переходим к следующему клапану, соблюдая ту же последовательность в работе.
После притирки проверяем – болтается клапан или нет? Причиной люфта клапана может быть либо выработка направляющей втулки, либо самого клапана. Если выработка на клапане, то это увидим невооруженным взглядом, и тогда стоит менять его, а если он в порядке, то меняем направляющую втулку.
Притирка клапанов,притирка клапанов ВАЗ,притирка клапанов ВАЗ 2109,притирка алапанов ВАЗ 2106
Здравствуйте дорогие читатели моего сайта. Предоставляю вам статью (Притирка клапанов автомобилей ВАЗ). В этой статье я предоставлю подробнейшую информацию по притирке клапанов. Здесь я расскажу, как правильно происходит притирка, каким инструментом и как его изготовить, какую использовать притирочную пасту и много всяких нюансов со всеми подробностями.
Вся эта работа, проводится на разобранной головке цилиндров. Как её разобрать вам поможет специально написанная для этого статья (Ремонт Г.Б.Ц. ВАЗ). Так же в этой статье вы найдёте много полезной информации, советую прочитать, лишним не будет.
И так начнём. Что нам нужно. Нам нужно притереть рабочую поверхность тарелки клапана с рабочей поверхностью седла запрессованного в головке блока цилиндров.
Диагностика деталей.
Сначала нужно осмотреть сами клапана на предмет их повреждения. Если клапана имеют видимые повреждения: прогар, погнутость или трещины, их обязательно нужно заменить новыми.
![]()
Но если видимых повреждений нет, тогда приступаем к дальнейшим процедурам. Если мы устанавливаем новые клапана, то можно сразу приступать к притирке, но если используем старые, тогда следующим шагом будет очистка их от нагара. При работе двигателя, нагар сильно нарастает на выпускных клапанах и его нужно очистить. Впускные также требуют очистки.
![]()
Очистить можно их металлической щёткой.
![]()
![]()
После очистки клапанов от нагара, их нужно проверить на биение. Есть специальные станки для шлифовки рабочей поверхности тарелки клапана. Если биение есть, и оно больше 0.02 значит, нужна притирка. Биение проверяем с помощью вот такого приспособления.
![]()
Проворачивая рукой, клапан индикатор показывает биение. Это новый клапан и он показывает пол сотки.
Притирка осуществляется на вот таких станках.
![]()
Притирка происходит следующим образом. Зажмите клапан и запустите станок. Шлифовочный круг вращается с большими оборотами, клапан в обратную сторону с малыми оборотами. Мы потихоньку подводим клапан к камню и начинаем притирку. Сильно зашлифовывать не советую. Вы сами увидите, что шлифовка будет происходить прерывисто и когда она станет постоянной, значит, всё притёрлось по кругу. Далее снимаем клапан и промываем его бензином. После шлифовки клапан выглядит вот так.
![]()
Далее переходим к головке блока цилиндров. Смотрим на сёдла, которые запрессованы в головке. Если они не повреждены, то можно приступать к притирке, но если сёдла повреждены (прогаром), тогда их нужно обработать специальными шарошками.
Для этого нам нужны вот такие шарошки.
![]()
Сначала прорезаем шарошкой под 45 градусов.
![]()
После нескольких оборотов мы видим, что шарошка берёт не везде. Стрелкой указано-то место, где шарошка взяла металл, а другой стрелкой показано, где не взяло.








![]()
Нам нужно добиться, что бы серий поясок был по всему кругу. Далее прорезаем шарошкой в 60 градусов, и потом последний этап это прорезка шарошкой в 30 градусов.
Должна появиться рабочая полоска. Считается что 1 мм. Это нормальная толщина.
![]()
После того как прошли шарошками сёдла преступаем к притирке клапанов.
Притирка клапанов.
Для этого нам понадобится притирочная паста, и приспособление для захвата ножки клапана. Что сказать на счёт притирочной пасты, кому какая нравится, но они отличаются по качеству и своим свойствам. Конкретный обзор притирочных паст описан в статье (Притирочные пасты для клапанов).
Дальше делаем всё следующим образом. Берём в руки клапан и надеваем на него пружину. Пружину берём не тугую, а такую что бы она свободно сжималась пальцами без особых усилий. Теперь клапан устанавливаем нВ своё место.
![]()
Поджимаем клапан пальцами на место и устанавливаем на ножку клапана специальный инструмент.
![]()
С помощью винта фиксируем инструмент к клапану. Наносим абразивную пасту на притирочную плоскость тарелки клапана.
![]()
Далее вращательными движениями вправо и влево осуществляется притирка. После 5ти 6ти движений поднимаем клапан и проворачиваем его градусов на 90 и повторяем заново всё. И так несколько процессов. Вся работа длится до появления серого матового кольца на тарелке клапана и на седле в головке.
И так с каждым клапаном. После всех проведённых работ всё тщательно промываем бензином и насухо вытираем ветошью.
После сборки в камеры сгорания заливают разные жидкости, типа проверить на протекание, но я скажу вам, даже если там будет протекание, Вы никак не сможете его увидеть, спрашивается, зачем заниматься лишним делом. ![]()
Ну, вот на этом и всё, ми провели работу по притирке клапанов. Теперь вы без особого труда сможете проделать данную работу.
До следующих публикаций.
Как правильно притирать клапана
После рассуханивания внимательно осматриваем клапан на наличие прогаров. Прогоревший клапан притирать нет смысла, его проще заменить. Также проверяем осевое биение стержня во втулке. Если клапан болтается, то смотрим на его стрежень. Заметная глазом выработка на стержне также недопустима. Если же стержень целый, но люфт есть, то дополнительно потребуется заменить втулки. Притирка клапанов с разбитыми втулками не имеет смысла.
Перед началом притирки очищаем поверхности фасок от нагара по максимуму. После этого наносим на фаску клапана небольшой слой притирочной пасты. Вставляем клапан во втулку на головке блока и с обратной стороны соединяем стержень с нашим инструментом. Делаем небольшой натяг и начинам вращать клапан в головке блока. Не нужно создавать большое прижимное усилие: можно прорезать в седле слишком глубокую фаску.
Важный момент: притирку нужно обязательно проводить в две стороны. Если работаете электроинструментом, то менять направление вращения нужно не реже, чем раз в 7-10 секунд. Иначе можно переточить фаску. При ручной притирке просто проворачивайте клапан на 90-180 градусов и периодически перехватывайте инструмент.
Нельзя притирать фаску только в каком-то одном положении. Клапан должен надежно приживаться к седлу при любом угле поворота. Дело в том, что при работе ГРМ клапаны постоянно проворачиваются в седле. И если притирку делать без периодического поворачивания, то капаны будут прилегать плотно и обеспечивать герметичность только в каком-то одном положении.
Как долго притирать? Однозначного ответа на этот вопрос нет. Все зависит от изначального повреждения фасок, зернистости пасты, силы прижатия и интенсивности процесса. Общие рекомендации таковы:









- каждые 2-3 минуты останавливайтесь, очищайте клапан и блок от пасты и проверяйте состояние фасок;
- если заметны раковины на обрабатываемых поверхностях – наносим свежую пасту и продолжаем работать еще 2-3 минуты;
- после появления матовой фаски по всему периметру клапана притирку можно считать оконченной.
В среднем весь процесс притирки одного клапана занимает от 5 до 15 минут. В некоторых случаях, при наличии на фасках глубоких борозд и раковин, один клапан придется притирать до часа.В конце процедуры обязательно тщательно промойте головку и клапан от пасты.
Видео:
https://youtube.com/watch?v=GwBs8zWlDLw
Методы формирования геометрии сопряжения
Придать правильную форму клапану и седлу можно как вручную, так и на специальном станке, но при этом точность размеров будет отличаться на порядок. Наибольшую точность даёт станок для обработке сёдел и клапанов, наименьшую- ручная притирка клапана об седло при помощи абразивной притирочной пасты.
Клапана притирают при замене клапанов, а также притирают старые клапана при текущем ремонте, когда износ в пределах допустимого.
![]()
Станки. Станок для притирки клапанов на самом деле ничего не трёт, он предназначен для нарезания фаски седла и клапана позволяет сделать максимально точное сопряжение за счёт жёсткой центровки. Таким образом, получается высокоточный нарезанный профиль, который даёт максимальное качество. После данной обработки не требуется больше никаких действий, просто помыть и собрать головку.
![]()
Ручные фрезы. За неимением возможности обработать детали на высокоточном оборудовании можно воспользоваться ручными фрезами. Они бывают разного диаметра для разных моделей двигателей. На сёдлах нарезают три фаски- под 30 и 60 градусов, а сверху них- под 45 градусов. Новые клапана в таких случаях не обрабатывают, а если используются старые, то их нужно направить или притереть.
![]()
Притирка клапанов абразивной пастой- приспособления для притирки клапанов своими руками. Притирка поможет только в том случае, если плоскость ответных деталей- клапана и седла- совпадает и не надо ничего править, а требуется лишь убрать некоторые неровности, иначе поможет только правка фрезой. В этом случае на кромку клапана, в местах сопряжения по всему периметру наносится притирочная паста. Клапан вставляется в своё посадочное место. Далее клапан надо одновременно слегка прижимать к седлу и в то же время вращать вокруг оси, тем самым давая стираться неровностям на поверхности.
![]()
После притирки обязательно смойте все абразивные частицы с деталей!
Видео: притирка клапанов Daewoo Lanos
Информация для потребителя о недопущение операции притирки клапанов у головки блока цилиндров ЗЗА.
При установке головок блока цилиндров ООО «ЗЗА» на двигатели запрещается проливать бензином и притирать клапаны. Полная герметичность камеры сгорания достигается в процессе обкатки за счет ‘пристукивания’ клапанов в первые минуты работы двигателя.
Применяемые материал седел (жаростойкий порошковый материал с пористой структурой) и лезвийная обработка рабочей фаски с высокой точностью по диаметру, углу наклона и шероховатости позволяют исключить операцию притирки рабочей фаски клапанов.
В процессе обкатки происходит пристукивание клапанов к седлам и при этом резко возрастает герметичность камеры сгорания по сравнению с новой (необкатанной) головкой цилиндров.
Проведение притирки клапанов на новых головках цилиндров производства ООО «ЗЗА» с применением притирочных паст с неизвестной характеристикой не улучшает, а ухудшает ресурс соединения «втулка клапана–клапан–седло» по следующим причинам:
– возможное внедрение абразивного материала в пористую структуру седел и втулок ведет в процессе эксплуатации к интенсивному изнашиванию поверхностей клапана и седла;
– при попадании притирочной пасты на стержень клапана неизбежно ухудшается шероховатость поверхности стержня клапана и разрушается тонкий карбонитрированный слой, который используется для повышения твёрдости поверхности металла и снижения коэффициента трения с целью увеличения износостойкости;
– в маслоотражательных колпачках нарушается геометрия рабочей кромки, что требует 100% замены колпачков;
– после операции притирки требуется высокотемпературная промывка водой под давлением со специальным моющими присадками и последующей сушкой, что в условиях автосервиса обычно не применяется.
Притирка клапанов применяется в ремонтных технологиях для чугунных седел, имеющих высокую твердость (свыше 55 HRC), а для порошковых седел (твердостью 35-40 HRC) необходимо использовать специальный резец с базировкой по отверстию во втулке под стержень клапана.
Всем привет! Давайтека сегодня поговорим о таком холиварном вопросе, как притирание клапанов. Процедура на просторах Драйв 2, мягко говоря, популярная — я еще не видел ни одного описания капильного ремонта ДВС, в котором не упоминался бы этот «ритуал»! Причем поговорим мы скорее даже не о самом притирании, а о тех вещах, которые вызывают его необходимость.










Для начала давайте посмотрим, как устроен узел клапан-седло в геометрическом плане:
Видим кучу фасок (причем на седле может быть не фаска, а радиус)
Про геометрию седла и влияние ее на работу ДВС много и исключительно доходчиво писал Barik-CZ , я же хочу обратить внимание на несколько ключевых для ресурса ГБЦ моментов: 1. Клапан подтягивается к седлу при помощи возвратной пружины
2. Отношение силы прижима клапана к площади фаски на седле дает удельное давление клапана на седло. 3. Через фаску на седле происходит охлаждение клапана.
Как видим, все ключевые для работы ГБЦ моменты упираются в две фаски — на тарелке клапана и на седле.
Что будет, если фаска на седле окажется неравномерной? Удельное давление в разных точках седла будет различным, в зоне с максимальным давлением износ будет существенно быстрее, чем в соседних. Как следствие нарушение герметичности, прорыв горячих газов с одновременным резким ростом температуры клапана в зоне прорыва газов и практически нулевого охлаждения в ней же. Как итог — прогорание клапана.
Минусы
- Безусловным минусом ДВС является высокая степень выбросов, вырабатывающихся во время езды. Главная проблема лежит в том, что топливо сгорает не полностью. На передвижение машины уходит лишь 15% горючего материала, остальное вылетает в воздух, в результате не достигшей совершенства камеры сгорания топлива. Отработанные газы включают в себя сотни вредных компонентов, тяжелых металлов и производных углеводорода.
- Всегда требуется наличие коробки переключения передач. Это устройство необходимо для того, чтобы менять передаточное число, регулирующее количество оборотов двигателя, которые в свою очередь передают энергию на колеса, и те начинают вращаться либо быстрее, либо медленнее.
- Необходимость смены масла каждые 10 000 км пробега. Это обусловлено загрязнением жидкости, попадающими в двигатель мелкими частицами, а также при появлении рабочих отходов от поршней и коленвала.
- Высокая стоимость топлива. Цена за литр бензина или солярки неуклонно растет вверх. Такими темпами передвижение на автомобилях с ДВС будет большой роскошью. Выходом из данной ситуации может послужить установка газового оборудования, так как цена на газ сейчас в 2 раза меньше стоимости бензина, и пока что остается примерно на отметке в 23 рубля, в зависимости от региона.
- Ограниченный ресурс дешевых моторов. Производители двигателей низкой стоимости используют некачественные детали, имеющие большой износ. Хотя, при наличии современных смазок, время работы можно значительно повысить. Главное вовремя менять жидкости и прочие расходные материалы.
- Низкий коэффициент полезного действия. Данный показатель отражает эффективность работы двигателя относительно вырабатываемой энергии в механические силы. Его выражают в процентах. В отличие от электрических моторов, КПД которых может достигать 95%, КПД двигателей внутреннего сгорания не обладает такими показателями. Потери полезного действия происходят в результате неполного сгорания топлива, расходов на тепло, а также потери на прочее оборудование, такое как кондиционер, помпа, генератор.
Современные двигатели шагнули далеко вперед от своих предшествующих собратьев. На сегодняшний день им нет конкурентов. Возможно, если люди не придумают чего-то в корне нового, такие моторы просуществуют в нашем мире еще не одно десятилетие. Как бы хотелось, чтоб ДВС жили вечно, но их существование закончится вместе с нефтью, и придет эра электрических двигателей.
Но, несмотря на то, что ДВС заслужили всеобщую любовь, они могут стать причиной глобального экологического кризиса. Выбросы, создаваемые в атмосферу миллионами автомобилей, поднимают реальную угрозу нашей планете.
Шарошка для удаления выработки
С помощью этого инструмента производится восстановление седел клапанов. Чтобы определить, нужно ли воспользоваться шарошкой, или можно обойтись без нее, следует осмотреть седла. Они могут быть покрыты нагаром и раковинами, но если фаски имеют правильную коническую форму, можно сразу переходить к притирке, в противном случае, если фаски скруглены или на них имеются ступеньки, потребуется придать им правильную форму при помощи шарошки.
![]()
Статья в тему: Как поменять термостат на автомобиле ВАЗ своими руками
Поскольку формы и размеры седел на разных головках различны (например, у ВАЗ-2106 и ВАЗ-2109), нужно подобрать подходящий инструмент. Обработку седел можно провести вручную или, для экономии времени, с помощью дрели. Для этого шарошка закрепляется в патроне, как обычное сверло, и под ее воздействием удаляется поверхностный слой металла. Сигналом к прекращению удаления выработки служит появление блестящего ровного круга, по форме соответствующего тарелке клапана.
На видео можно посмотреть, как седла обрабатываются шарошкой.
Как проверить притирку клапанов
По окончании выполнения притирки клапанов обязательно нужно выполнить проверку качества притирки. Это можно сделать одним из двух методов.
Метод первый
Описанный ниже способ наиболее является наиболее распространенным, однако он не всегда покажет правильный результат со 100% гарантией. Также его невозможно использовать для проверки качества притирки клапанов у двигателей, оснащенных клапаном EGR.
Так, для выполнения проверки необходимо положить головку блока цилиндров на бок, таким образом, чтобы отверстия колодцев, к которым присоединяются коллекторы, «смотрели» вверх. Соответственно, клапана будут располагаться в горизонтальной плоскости, а их крышки будут расположены вертикально. Перед выполнением проверки выполненной притирки клапанов необходимо с помощью компрессора осушить выходы клапана, чтобы обеспечить наглядность возможного вытекания топлива из-под них (то есть, чтобы вертикальная стенка была сухая).
Далее необходимо в вертикально расположенные колодцы заливать бензин (а еще лучше керосин, поскольку он обладает лучшей текучестью). Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.
Однако такой метод имеет и свои недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе двигателя под нагрузкой (просачивание газов под нагрузкой). Также его нельзя использовать для двигателей, оснащенных клапаном ЕГР, поскольку их конструкция подразумевает наличие в одном или нескольких цилиндрах соответствующих клапанов, через которые топливо и выльется наружу. Поэтому проверить герметичность данным способом не получится.
Метод второй
Второй метод проверки качества притирки клапанов является универсальным и наиболее достоверным, поскольку позволяет проверить прохождения газов через клапана под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку
Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка)
Взять воздушный компрессор и с его помощью подать в боковой колодец струю сжатого воздуха. Причем необходимо подавать сжатый воздух как в отверстие впускного коллектора, так и в отверстие выпускного коллектора. Если притирка клапанов была выполнена качественно, то из-под них не будут выходить пузырьки воздуха даже под нагрузкой, которую обеспечивает компрессор. Если же имеют место воздушные пузырьки — значите, герметичности нет. Соответственно, притирка была выполнена некачественно, и необходимо выполнить доработку. Описанный в данном разделе метод является чрезвычайно эффективным и универсальным, его можно использовать для любых двигателей.










Заключение
Притирка клапанов — несложная процедура, с которой может справиться большинство автовладельцев, особенно имеющих навыки ремонтных работ. Главное при этом иметь соответствующие инструменты и материалы. Пасту для притирки можно сделать самостоятельно, или же купить уже готовую. Однако второй вариант предпочтительнее. Для проверки качества выполненной притирки желательно использовать воздушный компрессор, обеспечивающий проверку просачивания газов под нагрузкой, это более качественный подход.
Источник
Что необходимо для притирки
Регулировка клапанов на ВАЗ 2107 своими руками
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Нюансы, о которых стоит знать
Опытному ремонтнику приведённые ниже советы могут показаться излишнимися, но начинающему мастеру стоит обязательно запомнить следующее:
- Все рокеры (стоящие на клапанах кулачки) лучше сразу не снимать. Необходимо, чтобы каждый клапан получил обратно свой же рокер. Во время работы двигателя кулачок распредвала и соответствующий ему рокер притираются и если их «разлучить», то могут появиться неприятные щелчки при работе клапанов, несмотря на то, что они перед этим были как следует отрегулированы.
- И также надо понимать, что каждый клапан должен вернуться на своё место. Менять их местами даже после притирки будет не самой лучшей идеей.
- В работе можно использовать различные абразивные пасты. Начать можно с самых крупных и закончить самыми мелкими. Это позволит улучшить получаемый результат.
- Для лучшего прилегания на финишном этапе иногда предлагается использовать машинное масло.
![]()
Притирка клапанов осуществляется с использованием различных абразивных паст
Когда делать притирку
Традиционно целесообразно выполнять рассматриваемую процедуру после выполнения полноценного ремонта мотора или при замене поршневых колец. Следующая поэтапная инструкция позволит понять, пришло ли время притереть клапана.
- Снимите ГБЦ и установите её так, чтобы тарелки были направлены вверх. Поверхность должна быть максимально ровной.
- Налейте керосин или бензин в камеры сгорания.
- Измерьте уровень и оставьте ГБЦ в таком состоянии на 12 часов.
- Через 12 часов проведите повторный замер, и если уровень залитого вещества не изменился за этот период, притирать клапана не нужно.
- Если количество вещества частично уменьшилось, остаётся определить пропускающий клапан. Поможет обнаружение очагов влаги и сырости в одном из коллекторов.
Другой способ проверки предполагает установку головки в боковое положение, течь оценивается со стороны тарелок. В остальном процедура аналогична.
Также советуем внимательно изучить статью нашего эксперта, в которой рассказывается об обслуживании двигателя ВАЗ-2112 на 16 клапанов.
![]()



![Devel sixteen engine, price & top speed 2021 [devel 16]](http://max-vps.ru/wp-content/uploads/2/3/9/239c79b100e4ff17d232d72f01bf92e5.jpeg)

